Самые интересные мифические создания Сказочные и мистические персонажи мужчины
Даже привел в этой статье исчерпывающее доказательство в виде фотографий. Почему я заговорил о русалках , да потому что...
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Перед началом любого обучения необходимо домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
 Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. производится электродами сечением 2 мм.
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала .
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
 Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток . Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
 В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
 Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
 Для необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Для необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
 После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Владение техникой получения прочного сварного шва – отличный навык, приносящий настоящему хозяину немало пользы. Хорошо изученный процесс может настолько увлечь, что после изготовления простенького каркаса для теплицы, печки для гаража или бака на дачу захочется создать нечто сложное и оригинальное типа ажурной изгороди, скамейки, мангала. Но перед реализацией планов необходимо выяснить все вопросы о том, как научиться варить электросваркой, ознакомиться с информацией и учебным видео. Освоив азы, можно смело приступать к созданию уникальных шедевров из металла.
С прочностью сварных швов вряд ли смогут состязаться другие виды соединения деталей из металла, если состыковка их должна быть неразъемной. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов. В результате взаимного проникновения частиц электрода и соединяемых элементов формируются сверхпрочные межмолекулярные связи.

Электросварка залог прочности соединения деталей из металла
Внедрение прогрессивных технологий позволяет сейчас выполнять сварку с применением лазерного и электронного излучения, металлы сваривают ультразвуком и газовым пламенем. Чаще всего источником энергии служит электрическая дуга, создаваемая инвертором или сварочным аппаратом. С простейших и наиболее распространенных способов сварки и стоит начать обучение.

Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком. Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.

Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:

Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.

Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.

Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Важно. Рядом с местом работы нужно поставить наполненное водой ведро, запастись старым плотным пледом для возможности погасить возгорание от случайной искры.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
Первоначально каждый из обучающихся мастерству делает на ненужных кусках металла валики, просто расплавляя материал без создания соединительных швов. Поверхность нужно очистить от ржавчины и загрязнений.

Обратите внимание. От умения поддерживать постоянный зазор зависит качество будущего шва. При изменении расстояния дуга прервется, шов получится с дефектами.

На данном этапе практических занятий необходимо научиться подбирать силу тока для его стабильной подачи. При недостатке тока дуга будет гаснуть, слишком мощный поток проплавит металл. Навыки выставления режима сварки можно получить только путем экспериментов.
Убедившись в том, что валики выходят ровные и почти красивые, можно попрактиковаться в выполнении соединительных швов. Это уже действия для уверенной руки почти опытного практиканта, знающего, как правильно научиться варить электросваркой, и реализующего полученные сведения.

Второй шаг обучения: выполнение имитации сварного шва на заготовке
Все первоначальные действия по зажиганию электрода аналогичны описанным выше процессам. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как-бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот. Траектория движения может быть зигзагообразной, петлевидной, напоминать череду елочек или серпов.

Несколько типов швов, выполняемых дуговой электрической сваркой
Потренироваться нужно снова на куске ненужного металла, прочертив на ней мелом линию, заметную через затемняющее стекло маски. Вдоль нее и нужно прокладывать своеобразный шов, вычерчивая сплошную неширокую полосу по одной из вышеуказанных траекторий.
От остывшего шва молоточком нужно отбить шлак, после чего перед взором предстанет произведение сварщика.

Шлак с остывшего шва нужно сбить небольшим молотком
После получения первых навыков можно приступить к производству соединительных швов. Они бывают тавровые, стыковые, угловые, внахлест, выполняются по горизонтали или по вертикали снизу вверх и в противоположном направлении. Чтобы рука двигалась уверенно, нужно немало потренироваться и лишь затем приступать к изготовлению полезных красивых самоделок.

Типы сварных соединений и их внешний вид
Навыки работы со сварочным аппаратом помогут сделать массу полезных металлических конструкций для дачи, гаража, бани, хранилища. Наверняка после первых шагов захочется сделать что-нибудь потрясающее. Только чтобы овладеть всеми нюансами мастерства, нужно немало потрудиться для получения сноровки. Ну и, конечно, для более сложных приемов сварки потребуется более углубленная информация типа профессиональных пособий с описанием сложных процессов и перечнем технических регламентов.
На даче или в гараже, а также в квартире в ряде случаев может потребоваться соединить несколько металлических предметов. Привлечение профессионалов обходится дорого, да и не всегда удобно. Сегодня допустимо приобрести инструмент, и проводить процедуры самостоятельно. Для этого потребуется освоить несколько навыков и конечно помнить о технике безопасности. Сварка – это серьезный процесс, требующий от человека максимальной концентрации, набора навыков и готовности учиться.
Современные инверторные аппараты экономичны и просты в использовании. Базовая нагрузка идет на электросеть. Раньше пользователи сталкивались с тем, что вырубались пробки из-за большого потребления энергии устройством. Сегодня модели оснащены конденсаторами для накопления энергии. Благодаря этому допустима продолжительная работа без ущерба для питания.
Принцип работы основан на расплавлении стержня устройства и изделия. После продолжительного воздействия на предмет электродом. Уточняя, как научиться варить сварочным инвертором с нуля, отметим, что в первую очередь надо разобраться, что потребуется и как обеспечить технику безопасности.
В первую очередь потребуется хороший сварочный аппарат, он стоит недорого. Весить инструмент должен не более десяти килограмм. К другим материалам, которые потребуются, относятся:
При подборе оборудования стоит руководствоваться двумя принципами: качество и безопасность. Чем больше инструмент, тем серьезнее опыт требуется. А также отметим, что для массивных агрегатов необходим газовый баллон.
При приобретении важно учитывать следующее:
При использовании проволоки допустима работа с разными металлами и толщиной. Изучим, как научиться варить электросваркой в домашних условиях.
 Тому, кто проводит работы, также нужен защитный костюм и хорошая маска. Идеальным вариантом будет маска для сварки хамелеон.
Тому, кто проводит работы, также нужен защитный костюм и хорошая маска. Идеальным вариантом будет маска для сварки хамелеон.
Чем более серьезные работы планируется проводить, тем лучше защита необходима. Для кратковременной сварки достаточно специальных очков.
Одежда должна быть скроена из негорючих материалов. Как правило, используются костюмы из брезента или замши. Уточняя, как правильно научиться варить электросваркой для начинающих, отметим, что к подбору одежды стоит подойти основательно, от этого зависит здоровье человека и окружающих.
В связи с возникновением мощного излучения света и тепла, правила безопасности распространяются, как на самого рабочего, так и на людей, находящихся в непосредственной близости.
Рассмотрим ключевые нормы безопасности:
Также отметим, что недопустима обработка труб, находящихся под давлением. В первую очередь их надо опустошить, и уже потом приступать к работам. Рассматривая, как научиться сварке самостоятельно, определим, что соблюдение техники безопасности не менее важно, чем обучение самому процессу.
Ручную дуговую сварку подразделяют на следующие классификации:

Изучая, как научиться сварочным работам самостоятельно стоит заранее определить технику и вид дуговой сварки. Постепенно допустимо освоить все разновидности.
В процессе обучения стоит отдать предпочтение распространенным электродам МР -3. Они просты в использовании и при разжигании. Самые распространенные и выгодные по цене электроды – с диаметром в три миллиметра.
Металл расплавляется под влиянием дуги. Она создается между изделием и инструментом под действием электрического тока. Допустимо выполнять сварку несколькими способами, они отличаются друг от друга методом подключения.
При прямой полярности стержень подключают к минусу, а само изделие к плюсу. Зона расплавления глубокая и узкая. При обратной полярности все наоборот и методика подключения, и итог. Место расплавления неглубокое, но широкое.
Большему нагреву подвержен элемент, который подключен к плюсу, это важно учитывать при выборе методики. Допустимо применение нескольких способов при работе с одним изделием.
Существует специальная таблица, где указаны рекомендации по выбору того или иного метода. Все зависит от толщины металла.
 Сварное соединение представляет собой место, которое сложно разъединить, и оно было образовано сваркой. К основным типам сварных соединений относятся:
Сварное соединение представляет собой место, которое сложно разъединить, и оно было образовано сваркой. К основным типам сварных соединений относятся:
Сварной шов образуется в результате того, что металл кристаллизуется и происходит деформация.
Розжиг дуги осуществляется один из двух методов:
После розжига и создания дуги начинает плавиться металл. В процессе будет появляться шлак и пузырьки газа. За ними надо внимательно следить, через маску, чтобы они не попали в шов изделия.
Скорость подачи электрода оказывает влияние на беспрерывное поступление расплавленного металла в зону, где происходит сварка. Если их недостаточно, то возникает прорез.
Если скорость очень высока, то шов формируется поверхностно и становится не прочным. Если скорость напротив низкая, то допустимо прожечь поверхность изделия и деформировать тонкий металл.
Сила тока непосредственно устанавливается на инверторе и зависит от толщины металла. Рассмотрим примеры рекомендованных показателей:
Сила тока увеличивает глубину и увеличивает скорость. Если оптимально подобрать силу тока и скорость подачи, то шов получится крепким, красивым.
 Принцип действий при осуществлении резания металла следующий:
Принцип действий при осуществлении резания металла следующий:
Для резки стоит выбрать электрод отличный от того, который применяется при сварке. Что касается техники безопасности, то нормы аналогичны.
В первую очередь перед работой с инвертором необходимо обеспечить безопасность:
Помимо обеспечения безопасности и приобретения сварочного аппарата важно выполнить следующие подготовительные шаги:
После подготовительных этапов можно приступать к работе. Для этого выбирается уровень тока в зависимости от толщины изделия.
Сам металл также стоит подготовить заранее. Во-первых, он очищается от ржавчины. Во-вторых, обрабатывается раствором.
Результатом сварки станет полученный шов. Электродуговой метод позволяет получить качественный результат, без дефектов и необходимости исправления работы. При возникновении каких-либо ошибок, стоит исправить изделие, так как со временем может стать только хуже.
 Рассмотрим сам аппарат детальнее и рейтинг наиболее эффективных приборов. К доступным по цене аппаратам относятся:
Рассмотрим сам аппарат детальнее и рейтинг наиболее эффективных приборов. К доступным по цене аппаратам относятся:
Наряду с недорогими моделями существуют и более мощные и качественные устройства. Например, FUBAG IN 163 стоит больше двенадцати тысяч. Его часто используют профессиональные сварщики, выполняющие работы на дому или загородом. Одно из ключевых преимуществ – продвинутая система защиты от перенапряжения. Это не только продлевает жизнь прибору, но и помогает в создании красивых сварочных швов.
Рассматривая, как научиться варить сваркой Ресанта самому, отметим, что, во-первых, следует внимательно изучить инструкцию, во-вторых, проконсультироваться с опытными мастерами.
Контроль величины дуги осуществляется посредством переносного амперметра. Сама сварка ведется на самой короткой дуге, насколько это допустимо. Перед тем, как загасить дугу сварщику требуется заполнить кратер. Для этого производятся несколько недлинных замыканий электрода. После чего производится вывод места обрыва. Учиться отслеживать величину дуги надо с самого первого раза, даже если работа выполняется под надзором опытного мастера.
 Формирование сварного шва происходит за короткий промежуток времени, поэтому относится к процессу надо внимательно и оперативно действовать. На итог будет оказывать влияние в частности скорость заполнения металлом.
Формирование сварного шва происходит за короткий промежуток времени, поэтому относится к процессу надо внимательно и оперативно действовать. На итог будет оказывать влияние в частности скорость заполнения металлом.
Шов формируется посредством двух медных водоохлаждаемых ползунов. Они перемещаются со скоростью, равной скорости сварки.
Наиболее равномерные швы получаются при механизированной сварке, а также при использовании легких по весу ручных инверторов. Длина дуги также существенно влияет на качество сформированного сварочного шва.
Таким образом, рассматривая, как самому научиться варить электросваркой, важна не только техника процесса, но получаемый результат. В данном деле им является сварочный шов. Учиться формированию шва стоит с самого простого, постепенно переходя к сложным методикам. Не стоит сразу использовать тонкий металл, так как он требует особого отношения и подхода.
Шов допустимо вести трем способами:
Дефекты швов могут быть связаны со множеством факторов, но чаще всего с неровностью в ширине и глубине сварочной ванны.
 Дефектами принято считать любые отклонения от стандартов и заданных параметров. К наиболее распространенным причинам образования дефектов относятся:
Дефектами принято считать любые отклонения от стандартов и заданных параметров. К наиболее распространенным причинам образования дефектов относятся:
Все дефекты условно допустимо разделить на несколько групп:
В зависимости от механизма образования также выделяют холодные и горячие дефекты. Чтобы сварить изделие правильно важно точно понимать технологию процесса и изучить все тонкости и детали вопроса. В противном случае появления дефектов не избежать.
 Сварка тонких листов сложна даже для мастеров с опытом. Рассмотрим основные сложности, с которыми сталкивается сварщик, начиная работу:
Сварка тонких листов сложна даже для мастеров с опытом. Рассмотрим основные сложности, с которыми сталкивается сварщик, начиная работу:
При сплавлении тонких листов особенно важно тщательно обработать изделия, очистить их от ржавчины, налета и краски. Научать сварке можно за один день, но скорее всего результат получится грубым и неаккуратным. Приступать к работе с тонкими деталями стоит при наличии определенного опыта. Обучение процессу связано, как с теорией, так и с практикой. Пользоваться полученными знаниями впоследствии можно всю жизнь.
Резюмируя принципы работы с тонким металлом, отметим следующие аспекты:
Важно своевременно тщательно зачищать металл и использовать только качественные электроды. Большое количество шлака ухудшит и внешний вид изделия, и его качество.
 Резюмируя, описанные выше правила и рекомендации, рассмотрим несколько советов начинающим сварщикам от мастеров и экспертов:
Резюмируя, описанные выше правила и рекомендации, рассмотрим несколько советов начинающим сварщикам от мастеров и экспертов:
Несмотря на то, что мастера на все руки собирают инверторы самостоятельно, работа с такими приборами очень небезопасна. Следует отдавать предпочтение промышленным устройствам, создаваемым на заводах.
 Готовить аппарат в домашних условиях можно, но тогда надо подходить к этому делу профессионально. Сварка предполагает, что человек знаком с основными законами физики на практике, имеет опыт работы с электричеством и действует не в одиночку. После критически важно для безопасности создателя инструмента в процессе производства и тестирования агрегата.
Готовить аппарат в домашних условиях можно, но тогда надо подходить к этому делу профессионально. Сварка предполагает, что человек знаком с основными законами физики на практике, имеет опыт работы с электричеством и действует не в одиночку. После критически важно для безопасности создателя инструмента в процессе производства и тестирования агрегата.
Научиться варить инвертором при желании может каждый человек. В связи с тем, что деятельность требует силы, а также внимательности и тщательной подготовки, лучше это направление осваивать мужчинам. Приобретение оборудования целесообразно, когда планируется проведение нескольких работ, ради одного раза легче пригласить специалиста. Уточняя, можно ли научиться варить электросваркой за 1 день, ответим положительно, но навыков хватит только для простых задач. Сложные виды работ осваиваются мастерами годами.
Как самостоятельно научиться варить электросваркой? Подобный вопрос может встать перед многими мужчинами, любящими разбираться в различных процессах и умеющими делать строительные или ремонтные работы своими руками. Умение обращаться со сварочным аппаратом может пригодиться при возведении забора, ремонте балкона, стройке на даче, и другой бытовой работе. Те, кто особенно хорошо освоил это дело, могут самостоятельно варить трубы для подачи воды или создания отопительной системы. Быстро создать крепкое соединение, лучшее чем сварной шов, не получиться. Но для того, чтобы самому научиться правильно сваривать металл, нужно исследовать азы сварки. Понимание сути процесса электродуговой технологии, этапов работы, положения электрода и различных режимов, поможет быстро научиться правильно варить сваркой.
Чтобы хорошо освоить этот метод соединения металла, необходимо разобраться в физическом процессе сваривания. Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Для сварочных работ используют различные аппараты, которые преобразуют ток до нужной величины, способной плавить сталь. Самыми простыми являются трансформаторы, работающие от 220 и 380V. За счет обмоток катушек они понижают напряжение (V) и повышают силу тока (A). Чаще всего это большие устройства на промышленных предприятиях или маленький самодельный аппарат в гараже.
Более «продвинутые» версии - это преобразователи, выдающие постоянное напряжение. Благодаря этому создание сварочного шва происходит более деликатно и тише. В домашних условиях применяются небольшие версии этих аппаратов, называемые инверторами. Они работают от бытовой сети и преобразуют переменный ток в постоянный. Научиться варить инвертором проще, чем начинать с большого промышленного трансформатора. Суть процесса в следующем:
Инвертором для начинающих может стать любая бюджетная модель, поддерживающая работу с электродами диаметром 3 и 4 мм.

Как научиться варить электросваркой в сжатые сроки? За один день этого сделать не получиться, но применяя советы из разнообразных видео и подготовив все необходимое на рабочем месте, можно быстро приступить к практике.
Чтобы научиться варить сварочным инвертором нужна пластина для розжига электрода. Не всегда можно присоединить массу на изделие, поэтому потребуется небольшой металлический столик или основание. Под рукой у сварщика должен быть молоток для корректировки правильности фиксации металлических частей, шлакоотделитель, и средство для тушения огня (песок или огнетушитель). Сваривать металл инвертором важно, будучи хорошо защищенным от вредных воздействий. Независимо от места выполнения работ (домашние или производственные условия) у каждого сварщика должны быть:

Чтобы научиться варить сваркой, необходимо правильно удерживать электрод. От этого напрямую зависит электросварочный процесс и окончательный результат. Лучше начинать с диаметра электродов в 3 мм, которые не такие длинные как 4 мм, но и плавятся медленнее, чем 2 мм. Для фиксации в держателе используется механизм двух видом. Первый тип крепления является пружинным, второй - винтовым. Для первого держателя необходимо нажать на клавишу и отвести прижимной механизм. Для второго, прокрутить рукоятку против часовой стрелки.
При сварке, оптимальным углом наклона электрода относительно поверхности, считается 45 градусов. Так можно вести шов от себя, на себя, слева направо и наоборот. Чтобы успешно варить инверторной сваркой необходимо научиться соблюдать дистанцию между концом электрода и металлом в 3-5 мм. Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции. Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Как научиться варить электросваркой можно узнать на обучающем видео. Все начинается с разогревания электрода. Чтобы возбудить электрическую дугу между массой и концом электрода, необходимо легонько постучать последним об поверхность. Рекомендуется это сделать на отдельной пластине, чтобы не оставить следов на изделии. Разогретый электрод подносят к месту соединения, и дуга возбуждается от малейшего касания с поверхностью. Первое время, можно просто сжечь пару электродов, для того чтобы рука привыкла к дистанции и стабильном удержании дуги. Это поможет освоиться и зрительно, когда в маске перестанет все сверкать, и придет понимание происходящего процесса. Для различия расплавленного шлака и металла в сварочной ванне, стоит запомнить, что самый белый и яркий свет исходит от стали, а красноватый от шлака. Научившись различать эти составляющие можно лучше формировать швы и замечать не проваренные места.
Невозможно варить электродами качественно, не освоив технику движения. Как самостоятельно научиться варить электросваркой и правильно формировать шов? Главный критерий в понимании особенностей технологии. Частицы со стержня электрода вплавляются туда, куда направлен конец. Поэтому умелое манипулирование электродом - залог правильной структуры и крепкого шва. Кроме миллиметрового железа, большинство свариваемых изделий соединяются многопроходными слоями. Это обеспечивает герметичность и хорошие свойства на разрыв. Первый шов называется корневым и ведется ровно, строго по месту стыка. Это позволяет расплавленному металлу заполнить щель между пластинами. Последующие слои, имеющие под собой основу, выполняются колебательными движениями. Это могут быть любые манипуляции из перечня ниже, с продвижением вперед:
Периодически, опытные сварщики делают короткий рывок концом электрода назад, чтобы отогнать слой шлака, мешающий наблюдению за формированием шва.
После подготовки рабочего места и овладения удержанием стабильной дуги, а также практикой по наложению швов на ровную поверхность, можно приступать к соединению двух частей пластин. Для этого требуется:
Вертикальные швы выполняются несколько иначе, и к их созданию необходимо приступать только после хорошего освоения сваркой в нижнем положении. Критерием в этом случае является прерывистая дуга, обеспечивающая застывание наложенного металла, и предотвращающая его падение вниз. После выполнения прихваток, концом электрода делаются поперечные движения, с отрывом дуги после одной-двух манипуляций. Шов ведется снизу вверх. Сварочные режимы Умение подобрать правильный режим сварки - обязательное условие для хорошего качества работы. Вот основные стандарты.
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что инвертором для начинающих – лучшее, что может предложить рынок.
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.

Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.

Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
В первую очередь для сварки необходимо иметь защитные элементы:

Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.

Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается , сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.

Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.

Таблица выбора сварочного тока.
Осваивая основы сварки , важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
В бытовых задачах чаще всего сталкиваются с необходимостью соединения . В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:

Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.

Даже привел в этой статье исчерпывающее доказательство в виде фотографий. Почему я заговорил о русалках , да потому что...

В сегодняшнем материале мы вам расскажем, как в программном продукте под названием «1С 8.3 зарплата и кадры» можно...

– Орфографические ; – Словообразовательные ; – Грамматические : – нарушение норм образования грамматических форм слов...

Гадание на воске: значения и толкование фигур 5.00 /5 (1 голосов) Гадание с помощью воска — один из древнейших...

Дата создания: 10 сентября 1996 г. Описание: Учрежден на базе издательства Свято-Преображенского Валаамского...

В случае, если им была допущена ошибка в расчетах по НДС. Организация или индивидуальный предприниматель обязаны подавать...

Рис с тыквой – это два полезных продукта, которые великолепно сочетаются друг с другом. К ним «в компанию»...

Иммунная система — сложная структура, которая позволяет нам успешно защищаться от атак различной инфекции:...

Если снится, что выплевываете соль изо рта - придется говорить те вещи, которые вам неприятны. Возможно,...

Толокнянка обыкновенная – одно из растений, активно использующихся не только в народной, но и в официальной...
Пазл — интереснейшая складная игра. В английском языке слово «пазл» обозначает – головоломку, загадку. Эта игра...

Говядина, запеченная в духовке – универсальное блюдо, которое хорошо подходит для повседневного питания и...

Ингредиенты: Половина куры, три луковицы, 1/2 кг.турецкого перца, 7-8 не больших помидор, растительное масло,...

Хлеб, как известно, всему голова, и без него трудно представить какую-либо трапезу. Сейчас кроме обычного...
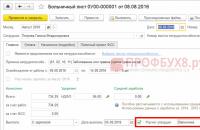
В сегодняшнем материале мы вам расскажем, как в программном продукте под названием «1С 8.3 зарплата и кадры»...

– Орфографические ; – Словообразовательные ; – Грамматические : – нарушение норм образования грамматических...