Augsnes un pamatu nostiprināšanas metodes
Ēku rekonstrukcijas vai būvniecības laikā bieži rodas vājās grunts problēma. Apgūsim dažādas metodes...
Vara grupas metālu griešanai ir savas īpašības materiāla augstās siltumvadītspējas dēļ. Varam ir arī augsts siltumietilpības koeficients. Tas uzliek noteiktas prasības aprīkojumam. Gatavojoties procesam, jāņem vērā, ka misiņa un it īpaši vara lāzergriešana ir grūtāka, jo biezāka ir apstrādājamā plāksne. Ir nepieciešams pareizi izvēlēties staru kūļa jaudas un ātruma parametrus. Vispārīgie noteikumi ir šādi: lāzera vietas izmēram jābūt pēc iespējas mazākam un jaudai jābūt lielai. Ievērojot tehnoloģiju nosacījumus, jūs varat sasniegt vienmērīgu griezuma līniju. Kvalitatīvas griešanas rezultātā izstrādājuma malas netiek deformētas.
Plaši izplatītā metāla lāzera apstrādes tehnoloģija ir piemērojama gandrīz visiem metāliem. Tie ietver:
Tiek uzskatīts, ka visgrūtāk ir strādāt ar alumīniju. Apstrādājot to, kā arī nerūsējošo tēraudu un titānu, procesa ātrums tiek samazināts šo materiālu atstarojošo īpašību dēļ. Šajā gadījumā loksnes biezums ir ierobežots (≤6 mm), un tiek izmantots slāpekļa lāzers. Ugunsizturīga tērauda sakausējuma griešanai tiek izmantots spēcīgs skābekļa instruments. Šis lāzers griež biezas loksnes (≤20 mm).
Termini "slāpeklis" un "skābekļa lāzers" nāk no gāzveida vides veida, kurā process notiek. Slāpeklis vai skābeklis samazina izdedžu veidošanās negatīvo ietekmi, nokarāšanos un katlakmens veidošanos. Mazas detaļas tiek ražotas, griežot šķiedras. Tehnoloģija ir piemērota oglekļa, mangāna vai cinkota tērauda, retzemju metāliem.
Ar lāzergriešanu tiek ražoti šāda veida izstrādājumi: trauki, auto detaļas, liftu daļas, elektriskās detaļas, sadzīves tehnika. Atsevišķi izceļas mākslinieciskiem priekšmetiem izmantotā gravēšanas tehnoloģija uz misiņa un vara.
Lai grieztu misiņa daļas ar lāzeru, iekārta ir iestatīta noteiktā režīmā.
Porainība un grieztā gala raupjums ir viegli noņemams no izstrādājuma apakšējās daļas. Vara loksne slikti absorbē starojumu. Šī iemesla dēļ velmētais varš tiek griezts ar minimālu ātrumu.
Papildus pareizai režīmu izvēlei ir jāievēro lāzergriešanas nosacījumi attiecībā pret velmētā izstrādājuma biezumu. Šis parametrs atšķiras tēraudiem, alumīnijam un vara un tā sakausējumiem ar cinku (misiņš) un alvu (bronzu). Katra materiāla maksimālais biezums ir parādīts tabulā.
Uzziņai. Bronzas sakausējuma elementi ir arī alumīnijs, svins, silīcijs un berilijs. Piedevas ietekmē sakausējuma apstrādes procesu īpašības.
Vara lāzergriešanai nepieciešams izmantot atbilstošu aprīkojumu.
Darbgaldi ir sadalīti trīs galvenajos veidos.
Lai nedeformētu biezas vara detaļas, labāk procesu “uzticēt” cietvielu lāzeriem. Parastās iekārtas neizkausēs biezas loksnes.
Papildus parastajai metāla lokšņu griešanai rotaslietās ir pieprasīta griešanas metode, izmantojot lāzera starojumu. Gravēšana tiek izmantota, veidojot uzrakstus uz izstrādājumiem. Šo metodi izmanto rūpniecisko metāla paraugu marķēšanai, iekārtu detaļu kodēšanai utt. Rotas rotā ar gravēšanas palīdzību veidotiem grebumiem. Lāzera tehnoloģija mākslinieciskajā griešanā nodrošina izcilu kvalitāti un augstu precizitāti. Lāzera izmantošanas trūkums ir augstās enerģijas izmaksas.
Kā piemēru ņemsim automašīnas dzinēja blīvi. Simboliem jābūt maziem un skaidriem. Tehnoloģija nodrošina nepieciešamo precizitāti. Vēl viens lietojums ir trauslu vai plānu priekšmetu marķēšana. Lāzers nerada mehānisku triecienu un nebojā virsmu.
Vara, misiņa un bronzas lāzera apstrāde ir izdevīga, griežot plānas loksnes. Lai grieztu biezas vara loksnes, jums būs jāizmanto ļoti jaudīga iekārta. Tajā pašā laikā enerģijas izmaksas un līdz ar to arī cena būs augstas. Lāzers ir pieprasīts tur, kur nepieciešama rotaslietu precizitāte un skaidra detaļas kontūra. Tehnoloģija neuzliek ierobežojumus vēlamā produkta izmēram un konfigurācijai. Rotaslietas no vara un sakausējumiem tiek apstrādātas ar lāzeru, jo... Šī metode novērš produkta bojājumus.
Skābekļa plūsmas griešanas procesa būtība
Kā minēts iepriekš, daži metāli un sakausējumi nav pakļauti parastajam griešanas procesam ar skābekli, jo veidojas ugunsizturīgi oksīdi, kā arī nepietiekama metāla sadegšanas termiskā iedarbība.
Ugunsizturīgo oksīdu noņemšana ir iespējama vai nu pārvēršot tos kausējamākos savienojumos (ar kušanas temperatūru Tpl.ok zem Tpl.m vai tuvu tai), vai arī izveidojot lielu temperatūras gradientu virsmas tuvumā. Pēdējā gadījumā ļoti plānā slānī netālu no griežamā metāla virsmas tiktu radīta temperatūra, kas varētu izkausēt oksīdu ar Tnl.ok > Tpl.m, neradot ievērojamu griežamā metāla kušanas apjomu. . Lai izveidotu šādu temperatūras gradientu, ir nepieciešama koncentrēta papildu siltuma ievadīšana.
Priekšsildīšanas liesmas jaudas palielināšana zemās siltuma ievades koncentrācijas dēļ nevar radīt nepieciešamo temperatūras gradientu. Tas noved pie neapstrādātiem griezumiem ar lielu daļu izkusuša nesadeguma metāla. Skābekļa plūsmas sildīšana var darboties līdzīgi.
Lielāku efektu var panākt, koncentrēti ievadot papildu siltumu tieši reakcijas telpā, t.i., kopā ar griešanas skābekļa strūklu. Skābekļa plūsmas griešanas metode, kas izstrādāta tālajā 1950. gadā, ir balstīta uz šo principu un tiek izmantota augsta hroma leģēto tēraudu griešanai, kā arī čuguna, vara un sakausējumu griešanai uz tās bāzes.
Skābekļa plūsmas griešanas laikā skābekļa griešanas plūsmā papildus tiek ievadītas pulverveida plūsmas, kuru daļiņas, sadedzinot, rada ievērojamu termisko efektu, veicinot ugunsizturīgo oksīdu kušanu uz virsmas skābekļa saskarē ar apstrādājamo metālu bez ievērojama metāla malu kušana zem šī virsmas slāņa. Šādu pulverveida plūsmu pamatā ir dzelzs pulveris.
Plūsmas sadegšanas laikā veidojas ļoti uzkarsētas FeO daļiņas, kas veicina sarežģītu, zemāk kušanas temperatūru savienojumu veidošanos (FeO. SiO 2; FeO. Cr 2 O 3 u.c.) un atvieglo skābekļa piekļuvi neoksidētas metāla daļas ugunsizturīgo oksīdu noņemšanas dēļ. Varam un sakausējumiem uz vara bāzes fosfora oksīdiem un zināmā mērā alumīnija oksīdiem var būt līdzīga iedarbība. A1 ieviešana arī palīdz palielināt pulverveida plūsmas sadegšanas termisko efektu.
Dažos gadījumos ugunsizturīgo oksīdu noņemšanu veicina daļiņu abrazīvā darbība, ko aiznes griešanas strūklas skābekļa plūsma. Kvarca smilšu izmantošana šim nolūkam ļauj noņemt hroma oksīdus no griezuma virsmas, apstrādājot tēraudus ar augstu hroma saturu. Tajā pašā laikā ir iespējama zināma oksīdu plūsma, veidojot silikātus (SiO 2 . Cr 2 O 3 uc).
Kā liecina skābekļa plūsmas griešanas izmantošana dažādiem metāliem un sakausējumiem, dzelzs pulvera, kvarca smilšu, dzelzs zvīņu, ferofosfora un alumīnija maisījumus ar daļiņu izmēru 0,1-0,25 mm var veiksmīgi izmantot kā kušņus. Dažādu metālu un sakausējumu griešanai izmantoto kušņu sastāvi doti tabulā. 24.
Tādējādi, papildus metāla oksidēšanās un izkausētu izdedžu izpūšanas procesiem parastās griešanas laikā, skābekļa plūsmas griešanas laikā notiek temperatūras pastiprināšanās reakcijas telpā kušanas pulvera (dzelzs, ferofosfora, alumīnija) sadegšanas rezultātā, kopā ar ugunsizturīgo oksīdu saplūšanu un to abrazīvo noņemšanu (katlas, kvarca smiltis, alumīnija oksīds). Skābekļa plūsmas griešana tiek izmantota kā atdalīšana un virsmas griešana. Lai to izdarītu, ir nepieciešams īpašs aprīkojums.
Aprīkojums skābekļa plūsmas griešanai
Katra skābekļa plūsmas griešanas iekārta sastāv no divām galvenajām vienībām: plūsmas tvertnes (plūsmas padeves) un manuālas vai mašīnas griezēja. Visas plūsmas padeves, atkarībā no plūsmas padeves metodes griezējam, ir sadalītas injekcijas, vibrācijas un mehāniskās plūsmas padevēs.
Injekcijas tipa plūsmas padevējs. ir iesmidzināšanas regulēšanas iekārta, kurā ieplūst saspiestā gāze (skābeklis, gaiss, slāpeklis), ienesot plūsmu griezējā. Vibrācijas tipa plūsmas padevējs ir aprīkots ar vibrācijas ierīci, kurā no tvertnes tiek piegādāta plūsma, kas pēc tam tiek uztverta ar saspiestas gāzes plūsmu un piegādāta griezējam. Plūsmas padevējam ar mehānisku plūsmas padevi ir skrūve, pateicoties kurai plūsma no tvertnes tiek nepārtraukti piegādāta griezējam.
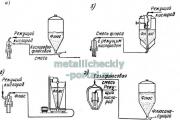
Sekojošās plūsmas padeves shēmas ir atradušas praktisku pielietojumu (123. att.).

Shēma ar dubultās plūsmas iesmidzināšanu (123. att., a). Saskaņā ar šo shēmu, piemēram, tika veikta URHS-3 uzstādīšana. Ķēdes darbības princips ir tāds, ka plūsma no tvertnes ieplūst iesmidzināšanas regulēšanas ierīcē, kas saņem zema spiediena skābekli, kas iesūc plūsmu griezējā. Griezējgalvai ir arī inžektors, pateicoties kuram plūsma tiek iesūkta griežot skābekli un, sajaucoties ar to, veido griešanas strūklu.
Shēma plūsmas padevei zem augsta spiediena (123. att., b). Saskaņā ar šo shēmu UFR-2 uzstādīšana, ko projektējusi Maskavas Augstākā tehniskā skola nosauktā vārdā. Baumanis. Tās atšķirība no pirmās shēmas ir tāda, ka plūsmu no tvertnes iesmidzina tieši ar griešanas skābekļa strūklu, un papildu inžektors griezēja galvā nav nepieciešams.
Shēma ar mehānisku plūsmas padevi (123. att., c) tiek izmantota instalācijās, kas izveidotas dažās rūpnīcās, lai piegādātu plūsmu, kas sastāv no alumīnija-magnija pulvera, kas ir viegli uzliesmojošs. Šī iemesla dēļ šādas plūsmas piegāde ar skābekli ir nepieņemama.
Shēma ar ārējo plūsmas padevi (123. att., d). VNIIavtogenmash projektētās URHS-4 un URHS-5 iekārtas tika uzbūvētas saskaņā ar šo shēmu. Ķēdes darbības princips ir tāds, ka plūsma no tvertnes tiek ievadīta ar gaisu, slāpekli vai zema spiediena skābekli un nonāk nevis griezējā, bet gan pulvera galviņā, kuras kanāli atrodas ārpus parastā iemutņa. universāls PP-53 vai “Flame” zīmola griezējs. Gāzu plūsmas maisījums, kas iziet no pulvera galvas caurumiem (caurulēm), tiek ievadīts caur liesmu ar griešanas skābekļa strūklu un nonāk metāla degšanas reakcijas zonā.
Balstoties uz pieredzi dažādu instalāciju ekspluatācijā rūpniecībā, varam secināt, ka ekonomiskākās, produktīvākās un ekspluatācijā stabilākās ir iekārtas ar ārēju plūsmas padevi.
Instalācija URHS-4 ar ārējo plūsmas padevi ir paredzēta hroma un hroma-niķeļa tēraudu, čuguna, vara un sakausējumu uz vara bāzes separācijas griešanai. Šīs instalācijas shēma ir parādīta attēlā. 124.
Acetilēns caur ūdens blīvējumu 14 un skābeklis no cilindra 15 (abas gāzes var tikt piegādātas no abiem cilindriem un tīkla) caur reduktoru 16 tiek piegādāts caur šļūtenēm uz griezēju 1. Daļa skābekļa caur tēju 11 tiek nosūtīta uz papildu reduktors 12, no kura caur vārstu 13 tas nonāk plūsmas padeves 10 korpusā un ciklona kameras 6 veidgabalā, kurā caur kanālu 8 ieplūst arī pulverveida plūsma no plūsmas padeves 10. Skābekļa plūsma, kas iet caur kanālu 7, iesūc plūsmu un pa šļūteni 5 nogādā griezējā, kur plūsma caur vārstu 2 un cauruli 4 nonāk griezēja galvas sprauslā 3 un pēc tam tiek iesūkta griešanas skābekļa plūsmā. Skābeklis tiek piegādāts caur šļūteni 9, kas griezējā ir sadalīta griešanai un karsēšanai.

URHS-5 instalācija ir izgatavota pēc tās pašas shēmas kā URHS-4, taču no tās atšķiras galvenokārt ar plūsmas padeves ierīces modificēto konstrukciju, kas ļauj vienlaikus piegādāt plūsmu diviem griezējiem, veicot atbilstošās mašīnas griešanas darbības. .

Mašīngriešanai, tāpat kā manuālai griešanai, tiek izmantoti standarta mašīnas griezēji ar papildu stiprinājumu plūsmas padevei.
Papildus aprakstītajām skābekļa plūsmas griešanas iekārtām tiek izmantotas arī citas, piemēram, PMR-1000 augstas leģētā tērauda griešanai ar 300-1000 mm biezu mašīnu (galvenokārt peļņas apgriešanai) ar zema spiediena skābekli. .
Augsta hroma satura tēraudu griešana ar skābekļa plūsmu
Hroma tēraudu griešana ar skābekļa plūsmu jāizmanto, ja tajos Cr saturs pārsniedz 5%.
Hroma martensīta un pusmartensīta tēraudus (СХ8, СХ12 utt.), kas apstrādāti loksnēs līdz augstai cietībai, pirms griešanas, īpaši ar sarežģītām griezto detaļu kontūrām, vēlams tos rūdīt 300°C temperatūrā, lai novērstu plaisu veidošanos.Austenīta hroma-niķeļa tēraudi pie augstām sacietēšanas pakāpēm sākotnējā stāvoklī (parasti pēc aukstās velmēšanas) dažkārt tiek pakļauti mīkstinošai termiskai apstrādei.
Pirms griešanas loksnes iztaisno un rūpīgi notīra. Pirms iepildīšanas plūsmas padevējā tās ir jāizsijā, lai atdalītu putekļus (daļiņas mazākas par 0,1 mm) un pārāk lielas daļiņas (vairāk nekā 0,4 mm). Neizmantojiet slapjās kušņus vai kušņus, kas plūstamajā padevējā ir bijuši ilgu laiku.
Griešana jāsāk no loksnes malas vai no iepriekš izveidota cauruma vajadzīgajā loksnes vietā. Ar biezumu līdz 30 mm ir iespējams sadedzināt caurumu ar to pašu griezēju. Pirms griešanas sākuma tiek veikta metāla lokālā priekšsildīšana ar priekšsildīšanas liesmu līdz aizdegšanās temperatūrai, un dažos gadījumos karsēšanas laikā tiek izmantota skābekļa plūsmas strūkla, kas samazina sildīšanas laiku, bet palielina plūsmas patēriņu. Priekšsildīšanas laiks griešanai ar skābekļa plūsmu ir aptuveni tāds pats kā parastajai griešanai.
Skābekļa plūsmas griešanas režīmi tēraudiem ar augstu hroma saturu atšķiras no griešanas režīmiem oglekļa tēraudam. Priekšsildīšanas liesmas jaudai jābūt lielākai, lai nodrošinātu, ka plūsmas daļiņas tiek uzkarsētas, līdz tās aizdegas nelielā attālumā no sprauslas. Ja priekšsildīšanas liesmas jauda ir nepietiekama, dzelzs pulvera daļiņas uzliesmo tikai lielā attālumā no iemutņa un sadeg nepilnīgi, padarot griešanas procesu nestabilu. Parasti priekšsildīšanas liesmas jauda ir par 15-25% lielāka nekā griežot zema oglekļa satura tēraudus.
Attālums no griešanas sprauslas līdz metālam ir lielāks nekā parastās griešanas laikā, un tas ir 15-60 mm (atkarībā no griežamā metāla biezuma un izmantotā aprīkojuma), lai plūsmas daļiņām būtu laiks uzkarst līdz aizdegšanās temperatūru. Tas vienlaikus samazina iespējamību, ka liesmas uzliesmo, jo plūsmas daļiņas atlec no apstrādājamā metāla un aizsprosto priekšsildīšanas liesmas izplūdes atveres un traucē stabilu griešanas procesu.
Sadalītajā zāģēšanā griezējs ir iestatīts vai nu perpendikulāri metāla virsmai, vai leņķī uz priekšu, kas nodrošina labu griešanas virsmu, bet ir piemērots tikai taisniem griezumiem.
Tiek pieņemts, ka skābekļa spiediens skābekļa plūsmas griešanas laikā ir aptuveni tāds pats kā parastās griešanas laikā. Skābekļa plūsmas griešanas ātrums tēraudiem ar augstu hroma saturu ir nedaudz mazāks nekā griežot parastos tēraudus, un tas ir atkarīgs no izmantotās plūsmas sastāva. Vislielāko ātrumu iegūst ar kušņiem, kas satur lielu daudzumu dzelzs pulvera.
Aptuvenie griešanas apstākļi tēraudiem ar augstu hroma saturu, izmantojot URHS-4 instalāciju, ir norādīti tabulā. 25.

Griešanas ietekme uz metāla īpašībām griešanas virsmas tuvumā ir atkarīga no griežamā tērauda sastāva. Piemēram, hroma tēraudi parasti iegūst rūdīšanas struktūru pie griezuma virsmas; šajā gadījumā ieteicama vietēja vai vispārēja priekšsildīšana. X18N9T tipa tēraudiem griešanas virsmā ir rupji graudi. Metāla starpkristāliskās korozijas tendence griezuma malās, salīdzinot ar parasto metālu, ir nedaudz palielināta un tiek konstatēta (pēc Baumaņas Maskavas Augstākās tehniskās universitātes pētījumiem) tikai atsevišķos gadījumos; šajā gadījumā starpkristālu korozijas izplatīšanās dziļums ir ierobežots līdz 0,3 mm.
Metinātām šuvēm, kas izgatavotas gar malām pēc skābekļa plūsmas griešanas, ir tādas pašas īpašības kā, metinot malas pēc apstrādes.
Tēraudu ar augstu hroma saturu separācijas griešanu var veikt arī, izmantojot partijas griešanas metodi, un šajā gadījumā plūsmas izmantošana ļauj samazināt prasības lokšņu pielāgošanai plaknēm un pieļauj lielas spraugas.
Ar mašīnu atdalīšanas griešanas palīdzību sagrieztu detaļu piemēri ir parādīti attēlā. 125.

Dažās rūpnīcās tiek izmantota tēraudu ar augstu hroma saturu griešana ar skābekli ar papildu zema oglekļa satura tērauda pildvielas stieni, ko reakcijas telpā ievada palīgstrādnieki. Šī metode pieļauj tikai rupju metāla griešanu ar lielām pielaidēm turpmākai apstrādei.
Čuguna, krāsaino metālu un sakausējumu griešana
Pirms skābekļa plūsmas griešanas izstrādes čuguns tika griezts ar speciāliem griezējiem ar sakarsētu skābekli, ievadot noteiktu daudzumu acetilēna griešanas plūsmā, vai ar parastajiem griezējiem, griežot cauri tērauda sloksnei, kas novietota uz augšu, vai lodītes, kas uzklāta ar zema oglekļa satura elektrods. Griežot caur tērauda plāksni vai metinājuma lodītes, griešanas procesa būtība tuvojās skābekļa plūsmai. Taču arī šajā gadījumā čuguna sadegšanas laikā radušies ugunsizturīgie oksīdi Si0 2 un īpaši gāzes CO un CO 2, kas samazina skābekļa tīrību, traucēja normālu griešanas procesu. Tādējādi, griežot čugunu 50 mm biezumā un ar griezuma platumu 8-10 mm, CO gāzes daudzums, kas veidojas uz 1 cm griezuma garuma, ir tāds, ka skābekļa tīrība griezuma apakšā saglabājas ne vairāk kā 92 -93%. Ar tik zemu skābekļa koncentrāciju gāzē, kas reaģē ar metālu, paaugstinās aizdegšanās temperatūra, un metāls nevis deg, bet kūst un tiek aizpūsts ar skābekļa plūsmu. Čuguna griešana ar skābekļa plūsmu ļauj iegūt labāku griešanas kvalitāti ar ferofosforu saturošiem kušņiem. Bet pat šajā gadījumā griezums ir sliktāks nekā griežot tēraudus ar augstu hroma saturu, griešanas ātrums samazinās divas līdz četras reizes, un skābekļa un plūsmas patēriņš palielinās attiecīgi divas līdz piecas un divas līdz četras reizes.
Vara un uz tā bāzes izgatavoto sakausējumu griešana ar gāzi netika izmantota pirms skābekļa plūsmas griešanas izstrādes. Dažos gadījumos salīdzinoši plānām loksnēm (līdz 12 mm) misiņu var sadalīt daļās, apvienojot lokālu kausēšanu un izpūšot izkausēto metālu ar skābekļa strūklu. Tā bija laikietilpīga un dārga operācija. Tāpēc plānam lokšņu metālam vara un sakausējumu griešana uz tā pamata tika veikta ar šķērēm, bet lieliem biezumiem - uz mašīnām vai urbjot un izgriežot džemperus.
Griežot ar skābekļa plūsmu, plūsmas sadegšanas dēļ tiek ievadīts liels papildu siltuma daudzums, kas kompensē vara un uz tā bāzes izgatavoto sakausējumu zemo termisko efektu un pastiprinātu siltuma noņemšanu griežamajā metālā, kas rodas sakarā ar to augstajai siltumvadītspējai. Tomēr arī šeit ir nepieciešams iepriekš uzsildīt griežamo metālu līdz 200-400 ° C.
Salīdzinot ar hroma tēraudiem, griešana tiek veikta vēl augstākā griezēja iemutņa pozīcijā no griežamā metāla virsmas (30-50 mm) ar mazāku griešanas ātrumu un lielāku materiālu patēriņu. Tādējādi, griežot varu un sakausējumus uz tā bāzes, griešanas ātrums ir aptuveni tāds pats kā griežot čugunu (t.i., divas līdz četras reizes mazāks par griešanas ātrumu tēraudiem ar augstu hroma saturu), un plūsmas patēriņš, griežot misiņu četras līdz astoņas reizes, A. griežot varu 8-12 reizes vairāk nekā griežot tēraudus ar augstu hroma saturu.
Krāsaino metālu griešana ar lāzeru nav tas pats, kas oglekļa tērauda griešana. Tas ir saistīts ar faktu, ka to augstās siltumvadītspējas dēļ tiem ir zema spēja absorbēt lāzera enerģiju, kas rada zināmas grūtības to apstrādē.
Uzņēmums MetalProcess piedāvā dažādu krāsaino metālu lāzergriešanas pakalpojumus, izmantojot modernas TRUMPF iekārtas.
Lai iegūtu kvalitatīvu griešanas virsmu un izvairītos no urbumu parādīšanās (sasaldētu pilienu veidā veidojas urbumi), ir ļoti svarīgi pareizi ievērot visus tehnoloģiskā procesa režīmus.
Tātad alumīnija un sakausējumu griešanai uz tā bāzes ir jāizmanto slāpekļa vai skābekļa gāzes vide. Gāze tiek izvēlēta atkarībā no materiāla biezuma. Ir nepieciešams izpūst iegūto izkausēto metālu no griezuma dobuma.
Atšķirībā no alumīnija, vara sakausējumu griešanai izmanto cietvielu lāzerus. Nepieciešamā griezuma raupjuma iegūšanu nodrošina emitētāja impulsa darbības režīms.
Salīdzinot ar tradicionālajām metodēm, lāzergriešanas izmantošana var ievērojami uzlabot dažādu detaļu ražošanas efektivitāti. Starp galvenajām priekšrocībām ir: 
Mūsu iekārtu lielā jauda ļauj mums ar lāzeru griezt krāsainos metālus Maskavā ar šādu biezumu:
Mūsu darba galvenie punkti:
Ierobežojums! Minimālā pasūtījuma vērtība ir 5000 rubļu.
Lai uzzinātu mūsu pakalpojumu cenu, aizpildiet veidlapu mūsu vietnē vai zvaniet
Cenas krāsaino metālu griešanai, berzēt. uz vienu griezuma metru.
Cena norādīta par griezumu Rz40.
|
Materiāls/biezums |
Vairāk nekā 20 mm |
||||||
| Misiņš, varš | |||||||
| Titāns | |||||||
| Durāls, alumīnijs |
Minimālā pasūtījuma summa ir 5000 rubļu, neskaitot materiālu izmaksas.
Visas cenas ar PVN.
Daudzi krāsaino metālu veidi, lai arī tiem ir neapšaubāmas priekšrocības, ir diezgan kaprīzi griešanai. Griešana attiecas uz vajadzīgās daļas, tas ir, noteiktas sagataves, atdalīšanu no visa materiāla. Ir klasiski griešanas veidi - mehāniskā, izmantojot griezējinstrumentus un termiskā griešana. Termiskā – metāla griešana, izmantojot siltumu: skābekli, plazmu, lāzeru. Kā arī inovatīvā tehnoloģija - . Krāsainos metālus, piemēram, alumīniju, tā sakausējumu duralumīniju, varu, misu, titānu, ir grūti mehāniski sagriezt to ievērojamās siltumvadītspējas un viskozitātes dēļ.
Populārākā termiskā griešana ir griešana ar skābekli. Bet lielāko daļu krāsaino metālu nevar griezt, izmantojot šo metodi. Plazmas griešana spēj apstrādāt krāsainos metālus, bet, būdama termiska, atņem krāsainajiem metāliem to īpašās fizikālās un tehnoloģiskās īpašības. Lāzergriešana ir modernāka metode, taču ne visi krāsainie metāli ar to var tikt galā, piemēram: alumīnijam un titānam ir spēcīgas atstarojošas īpašības, tāpēc lāzera jaudas visam metāla biezumam vienkārši nepietiek.
Ūdens strūklas griešana ir griešanas metode, ko var izmantot visiem materiāliem. Metodes būtība ir apstrādāt sagatavi ar plānu, matiem līdzīgu ūdens strūklu zem milzīga spiediena, pievienojot abrazīvu materiālu (granāta smiltis). Ūdensstrūklas griešanas tehnoloģija ir visprecīzākā un kvalitatīvākā krāsaino metālu un citu griešanas metode.
Tam ir milzīgas priekšrocības:
Var izmantot visus metālus, ieskaitot tos, kas ir pietiekami atstarojoši vai īpaši cieti, bimetālus un kompozītmateriālus. Varš, alumīnijs, duralumīnijs, misiņš, titāns - visus šos un daudzus citus metālus var bez problēmām apstrādāt, izmantojot līdzīgu griešanas metodi, kas šobrīd ir viena no progresīvākajām. Ūdensstrūklas griešana ir plaši izmantota aviācijas un kosmosa nozarē, jo tā piedāvā iespēju griezt īpaši cietus materiālus, piemēram, titānu un citus kompozītmateriālus.
 Nav iespējams iedomāties nevienu nozari bez krāsainajiem metāliem. Ņemsim titānu. No citiem konstrukcijas materiāliem tas atšķiras ar augstu īpatnējo stiprību ar vieglumu un karstumizturību, vienlaikus ar izcilu izturību pret koroziju. Tāpēc lielāko daļu no tā izmanto aviācijā, raķetēs un jūras kuģu būvē, un tā bioloģiskā nekaitīgums padara to par lielisku materiālu pārtikas rūpniecībā un rekonstruktīvajā ķirurģijā. Pēc izmantošanas kā konstrukcijas materiāla titāns ieņem 4. vietu, piekāpjoties alumīnijam, Fe un Mg.
Nav iespējams iedomāties nevienu nozari bez krāsainajiem metāliem. Ņemsim titānu. No citiem konstrukcijas materiāliem tas atšķiras ar augstu īpatnējo stiprību ar vieglumu un karstumizturību, vienlaikus ar izcilu izturību pret koroziju. Tāpēc lielāko daļu no tā izmanto aviācijā, raķetēs un jūras kuģu būvē, un tā bioloģiskā nekaitīgums padara to par lielisku materiālu pārtikas rūpniecībā un rekonstruktīvajā ķirurģijā. Pēc izmantošanas kā konstrukcijas materiāla titāns ieņem 4. vietu, piekāpjoties alumīnijam, Fe un Mg.
Pateicoties to nenoliedzamajām derīgajām īpašībām - vieglumam, izturībai pret gaisu un organiskajām skābēm - alumīnijs un duralumīns (sakausējums ar varu, magniju un mangānu) tiek plaši izmantoti tehnoloģijās. Alumīnijs ir cienīgs vara konkurents elektriskajā jomā. Ķīmiskā un pārtikas rūpniecība bez tā nevar iztikt. Duralumīns ir neaizstājams radiotehnikā un būvniecībā. Klasiski mēs nevaram iedomāties lidmašīnu konstrukciju bez duralumīnija – tā stiprības un viegluma kombinācijas dēļ.
Vara un elektriskā rūpniecība ir neatņemams jēdziens. Tam ir vairākas vērtīgas īpašības: augsta elektriskā un siltuma vadītspēja, izturība pret koroziju un citas. Pateicoties viņiem, to izmanto radioelektronikā un instrumentu izgatavošanā. Tā sakausējumam – misiņam – ir lielāka izturība salīdzinājumā ar varu, un to plašāk izmanto mašīnbūvē.
Metāla griešana ar lāzeru balstās uz izmantojot fokusētu lāzera staru, ko parasti kontrolē dators. Lāzera staru raksturo virziens, monohromatiskums un saskaņotība. Lāzera stara īpašības ļauj fokusēt to uz nelielu materiāla laukumu un radīt lielu enerģijas blīvumu, kas ir pietiekams šī materiāla iznīcināšanai.
Iedarbojoties ar lāzera staru metāls uzsilst un sāk kust. Turpmāka karsēšana izraisa temperatūras paaugstināšanos līdz viršanas temperatūrai un metāla iztvaikošanu. Metālu un sakausējumu griešanu var veikt vai nu kausējot, vai iztvaicējot. Praksē biežāk tiek izmantota kausēšana, jo iztvaicēšanai nepieciešama lielāka lāzera jauda.
Griešanas procesā apstrādātajā zonā zem spiediena tiek piegādāta gāze, kas ļauj palielināt apstrādājamā metāla biezumu, palielināt griešanas ātrumu un samazināt enerģijas izmaksas. Šobrīd lāzergriešanai izmanto gaisu, skābekli, slāpekli vai inertu gāzi. Lāzergriešanā izmantotais skābeklis izraisa metāla oksidēšanos, samazinot lāzera stara atstarošanu, rada papildu siltumu, metālam sadegot skābeklī, kā arī izpūš izkausētu metālu un sadegšanas produktus no griezuma vietas.
Pastāv divas lāzergriešanas metodes. Metāliem, kas aizdegas zem degšanas temperatūras (titāns un vieglais tērauds), kušana notiek metāla sadegšanas siltuma dēļ. Metāli, kas veido ugunsizturīgus oksīdus un nedeg līdz kušanai (alumīnijs, varš, tēraudi ar augstu oglekļa saturu), sagriež, kausējot un noņemot šķidro metālu ar gāzes plūsmu.
 Izmanto lāzergriešanas mašīnas cietvielu, gāzes, spraugu un gāzes dinamiskie lāzeri. Cietvielu lāzeros kā darba šķidrumu izmanto rubīnu, neodīmu, neodīma stiklu un itrija alumīnija granātu. Cietvielu lāzeri ir maza jauda (no 1 līdz 6 kW) un viļņa garums no 0,7 līdz 1 mikronam. Tiek izmantoti lāzeri nepārtrauktā un impulsa režīmā starojums. Impulsu režīms samazina enerģijas patēriņu.
Izmanto lāzergriešanas mašīnas cietvielu, gāzes, spraugu un gāzes dinamiskie lāzeri. Cietvielu lāzeros kā darba šķidrumu izmanto rubīnu, neodīmu, neodīma stiklu un itrija alumīnija granātu. Cietvielu lāzeri ir maza jauda (no 1 līdz 6 kW) un viļņa garums no 0,7 līdz 1 mikronam. Tiek izmantoti lāzeri nepārtrauktā un impulsa režīmā starojums. Impulsu režīms samazina enerģijas patēriņu.
Gāzes lāzeros darba šķidrums ir gāzu (oglekļa dioksīda, hēlija un slāpekļa) maisījums. Gāzi ierosina elektriskā izlāde. Gāzes lāzeru jauda sasniedz 20 kW. Spraugas lāzeros sūknēšana tiek veikta ar augstu frekvenci, tādējādi palielinot izplūdes stabilitāti. Slotu dizains nodrošina labāku siltuma noņemšanu no lāzera aktīvās vides. Spraugas gāzes CO2 lāzeri ir visefektīvākie. Izmanto spraugas lāzeros nepārtraukta un frekvences-impulsa starojuma režīms. Oglekļa dioksīda lāzeri darbojas ar aptuveni 10 mikronu viļņa garumu.
Gāzu dinamisko lāzeru darbības princips pamatā ir koherenta starojuma emisija ar gāzi, atdzesējot gāzi, kas uzkarsēta līdz temperatūrai no 1000 līdz 3000 K un izplūst no sprauslas ar virsskaņas ātrumu. Gāzu dinamiskie lāzeri ļauj iegūt maksimālo jaudu, kas pārsniedz 150 kW.
Cietvielu lāzerus galvenokārt izmanto metālu griešanai., jo pie cietvielu lāzera viļņa garuma metāliem ir maksimālā absorbcijas vērtība. Oglekļa dioksīda lāzeri ir piemēroti gandrīz jebkura materiāla apstrādei: gan metālu, gan nemetālu. Metāla lāzergriešana tiek veikta iekārtās ar jaudu 500 W vai vairāk, un krāsaino metālu griešanai nepieciešama uzstādīšanas jauda 1 kW.
 Oglekļa tērauda griešana ar lāzeru tiek veikta, izmantojot skābekli. Sakarā ar metāla reakciju ar skābekli izdalās vairāk nekā 3 reizes vairāk siltuma nekā no paša lāzera starojuma. Griežot ar skābekli, tiek iegūti augstas kvalitātes griezumi. Lokšņu tērauda griešana pie maziem ātrumiem var izraisīt pārkaršanu un nekontrolētu metāla sadegšanu aiz griešanas zonas, kā rezultātā palielinās griezuma platums un raupjums. Dažos gadījumos (maza diametra caurumu griešana) tērauda griešana tiek veikta, izmantojot skābekļa vietā inertas gāzes.
Oglekļa tērauda griešana ar lāzeru tiek veikta, izmantojot skābekli. Sakarā ar metāla reakciju ar skābekli izdalās vairāk nekā 3 reizes vairāk siltuma nekā no paša lāzera starojuma. Griežot ar skābekli, tiek iegūti augstas kvalitātes griezumi. Lokšņu tērauda griešana pie maziem ātrumiem var izraisīt pārkaršanu un nekontrolētu metāla sadegšanu aiz griešanas zonas, kā rezultātā palielinās griezuma platums un raupjums. Dažos gadījumos (maza diametra caurumu griešana) tērauda griešana tiek veikta, izmantojot skābekļa vietā inertas gāzes.
Nerūsējošā tērauda griešana lāzeru raksturo griezuma izsārņošana ar leģējošiem elementiem un ugunsizturīgu oksīdu veidošanās. Oksīdiem ir zema plūstamība, un tos ir grūti noņemt no griešanas zonas. Tāpēc nerūsējošā tērauda, īpaši hroma-niķeļa un augstas hroma pakāpes, lāzergriešana tiek veikta, padodot slāpekli griešanas zonai zem augsta spiediena.
Vara lāzergriešanai, kā arī misiņa, alumīnija un tā sakausējumu griešanai ir vairākas funkcijas.Šiem metāliem ir augsta siltumvadītspēja un zema absorbcijas spēja lāzera starojumam oglekļa dioksīda lāzera viļņa garumā. Šos metālus griež, izmantojot lieljaudas cietvielu lāzerus. Vara griešana tiek veikta neliela biezuma loksnēm (līdz 2 mm) ar lāzeru, kas darbojas impulsa periodiskā režīmā. Misiņa griešana ar lāzeru rada porainu, raupju griezuma virsmu ar urbumu apakšējā malā, un ar lielu loksnes biezumu virsmas kvalitāte pasliktinās.
 Griezuma platums, griešanas kvalitāte un citi parametri ir atkarīgi no lāzersistēmas darbības režīma. Lāzergriešanas režīmu nosaka starojuma jauda, griešanas ātrums, fokusētā punkta diametrs, izmantotās gāzes veids un tās spiediens. Turklāt impulsu režīmu raksturo impulsu atkārtošanās biežums un ilgums, kā arī vidējā starojuma jauda.
Griezuma platums, griešanas kvalitāte un citi parametri ir atkarīgi no lāzersistēmas darbības režīma. Lāzergriešanas režīmu nosaka starojuma jauda, griešanas ātrums, fokusētā punkta diametrs, izmantotās gāzes veids un tās spiediens. Turklāt impulsu režīmu raksturo impulsu atkārtošanās biežums un ilgums, kā arī vidējā starojuma jauda.
Metāla lāzergriešana sniedz vairākas priekšrocības, kas ļauj izdarīt izvēli par labu tai:
Metāla lāzergriešanas metodes trūkumi ietver to, ka lokšņu metāla lāzergriešanai ir ierobežots loksnes biezums (līdz 40 mm), kā arī pašas iekārtas un tās apkopes augstās izmaksas.

Ēku rekonstrukcijas vai būvniecības laikā bieži rodas vājās grunts problēma. Apgūsim dažādas metodes...
Vara grupas metālu griešanai ir savas īpašības materiāla augstās siltumvadītspējas dēļ. Varš arī savādāks...

Vitrīna ir ļoti svarīgs līdzeklis zīmola pozicionēšanai tirgū, spēcīgs instruments patērētāju...

Daudzstāvu ēku un būvju, piemēram, ūdenstorņa, demontāžas darbus veic tikai pieredzējuši...

Metāla locīšana ir metode, kā mainīt sagataves formu. Šāda maiņa tiek veikta bez jebkādas materiāla paraugu ņemšanas, proti...

Lokšņu metāla locīšana ir viena no visizplatītākajām aukstās un karstās formēšanas operācijām. Tas atšķiras ar mazu...

Pateicoties daudzajām priekšrocībām, karkasa konstrukcijas ieņem vadošo pozīciju starp saliekamo...

Būvējot mājas no gāzbetona, kļūst nepieciešams izvēlēties grīdu veidu. Nepieciešams nodrošināt, lai...

Mūsdienu būvniecībā tiek izmantotas dažāda veida grīdas, kas atšķiras ne tikai tehnoloģijā...

Jebkurš nazis, kas izgatavots no labākā tērauda vai keramikas, laika gaitā kļūs blāvs. Tas apgrūtina...

Salona dzesēšana ir gaisa kondicionētāja galvenā funkcija, tāpēc kondicioniera izvēli nosaka...
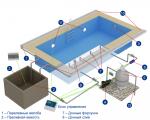
Līdz šim ir izstrādāti vairāku veidu peldbaseini, lielāko daļu sakārtojot...

OSB plātne ir salīdzinoši jauns būvmateriāls, ko plaši izmanto celtniecībā....

Baterijām un apkures radiatoriem nepieciešama periodiska apkope, un, konkrētāk, iekšējā skalošana un...

Vara grupas metālu griešanai ir savas īpašības materiāla augstās siltumvadītspējas dēļ. Varš ir savādāks...

Vitrīna ir ļoti svarīgs līdzeklis zīmola pozicionēšanai tirgū, spēcīgs instruments, lai veidotu...