Krievijas finanšu sistēma, tās sastāvs un struktūra Finanšu sistēmā iekļauto finanšu institūciju kopums
Finanšu struktūra kā holistiska kategorija ar tai raksturīgajām kopīgajām īpašībām ietver vairākas savstarpēji saistītas saites ...
Vienreizējai ražošanai raksturīgs liels pasūtījumu skaits dažādu produktu ražošanai, taču var dominēt noteikti darbu veidi. Tāpēc būtība operatīvā ražošanas plānošana ir grupēt pasūtījumus tā, lai mēs varētu nodrošināt vislabāko ražošanas laika un vienotas iekārtu iekraušanas kombināciju.
Lai izpildītu šo nosacījumu, tiek veikts provizorisks ražošanas cikla ilguma aprēķins un tikai pēc tam jānorāda faktiskais pasūtījuma izpildes laiks. Viengabala ražošanas galvenā iezīme ir visu ražošanas un produkta ražošanas posmu uzskaite:
Darbības un ražošanas plānošana vienā ražošanā ietilpst:
Īpatnības darbības plānošana vienības produkcija tās specifikas, lielas un būtībā neierobežotas nomenklatūras dēļ.
Produkcijas ražošana tiek veikta pēc pasūtījumiem, tas ir iepriekš noteikts plānošanas metodika- tā sauktā pielāgotā metode. Pasūtījuma darba apjoms ietver ne tikai paša produkta izgatavošanu, bet arī visu ražošanas tehnisko sagatavošanu. Galvenais uzdevums darbības plānošana vienā ražošanā ir daudzu pasūtījumu vienlaicīga izpilde līgumos noteiktajā termiņā. Tajā pašā laikā jānodrošina visu ražošanas posmu vienmērīga noslogošana un līdz ar to racionāla aprīkojuma un darbaspēka izmantošana.
Galvenie kalendāra un plānošanas standarti vienā ražošanā ir:
Normatīvais regulējums plānošana vienības ražošanā pastāv cikla grafiks, kas regulē preces izgatavošanu pa fāzēm laikā. Pamatojoties uz to, tiek noteikts galveno komponentu un daļu palaišanas un izlaišanas laiks, kā arī produkta vispārējās montāžas laiks.
Vienlaikus ir jānodrošina, lai visas ražošanas saites tiktu noslogotas tā, lai tā atbilstu to caurlaidspējai un būtu vienmērīga visā plānošanas periodā. Lai atrisinātu šo problēmu, kalendāra apjoma aprēķini un tiek sastādīti atbilstošie grafiki, kas parāda individuālo pasūtījumu izpildes kalendāro termiņu sasaisti ar ražošanas iekārtu un laukumu iekraušanu.
Šajā gadījumā var būt nepieciešams izstrādāt pasākumus, lai novērstu sastrēgumus vai papildu noslogojumu plašās vietās. Konsolidēts apjoma kalendāra diagramma pasūtījumu izpilde ir sākumpunkts sekciju ikmēneša ražošanas programmu sagatavošanai. Tos sastādot, tiek ņemti vērā arī dati par uzdevuma izpildi par iepriekšējo periodu, par notiekošo darbu stāvokli, par jauniem pieņemtiem steidzamiem pasūtījumiem.
Ikmēneša uzdevumi, kas tiek atvesti uz objektiem un strādniekiem, tiek konkretizēti un detalizēti, sastādot plānus desmitgadei, nedēļai, maiņai.
Desmit dienu, iknedēļas plāni ir noteikti darba maiņu ikdienas uzdevumos atsevišķiem darbiniekiem. Ar īsu ražošanas ciklu ilgumu tiek izsniegti maiņas vai ikdienas uzdevumi.
Plānotie darbi tiek nodoti izpildei, atliek precizēt to izpildi. Grāmatvedības objekti ir darba posmu laika noteikšana; detaļu, mezglu kustības secība; laulība; gatavās produkcijas piegādes termiņi. Grāmatvedība tiek veikta, pamatojoties uz primāro informāciju (darba posmu piegādes akti, rēķini, pasūtījumi utt.). Darba gaitas skaidrības labad, pamatojoties uz grāmatvedības datiem, tiek veidoti grafiki.
Vienības ražošanā tiek ražots viens vai vairāki oriģinālā dizaina izstrādājumi. Tāpēc katram pasūtījumam, kas sastāda vienu preci vai nelielu preču partiju, tiek izstrādāta tehniskā dokumentācija, sagatavota ražošana, aprēķināts ražošanas grafiks, noteikta pašizmaksa, uzraudzīts un fiksēts ražošanas gaita. Tā kā atsevišķas detaļas un montāžas vienības var izmantot dažādos pasūtījumos, bet dažas var izgatavot kā oriģinālas, galvenais darbības plānošanas uzdevums šajos apstākļos ir racionāla dažādu pasūtījumu izpildes kombinācija katram no tiem noteiktajos termiņos. Tajā pašā laikā ir jāpanāk vienmērīga visu ražošanas vietu un darba vietu noslogošana.
OKP sistēmas vienību ražošanā ir vismazāk tipizētas un orientētas uz ražošanas, darbaspēka un vadības organizācijas metodēm, kas ir izveidojušās uzņēmumos. Tomēr, izmantojot dažādus darbības plānošanā izmantotos rīkus un metodes, viņiem ir jāatrisina trīs svarīgi uzdevumi:
Kalendāra un plānošanas standartu izstrāde, kas regulē pasūtījuma izpildes gaitu;
Ražošanas tehniskās, organizatoriskās, ekonomiskās un materiālās sagatavošanas plānošana;
Sērijveida ražošanas organizācijas un darbības plānošanas metožu pielietošana noteiktās ražošanas jomās, specializētās daļās un mezglos.
Īpatnības starpveikalā darbības grafiks vienības ražošanā ir šāds:
Gada produkcija tiek sadalīta pa periodiem gada ietvaros atbilstoši pasūtījumu portfelim, pasūtījumu saņemšanas secībai un produkcijas iekraušanas nosacījumiem;
Pasūtījumu atkārtojamības trūkums neļauj izveidot uzticamus ilgtermiņa plānošanas standartus.
Intrashop OKP raksturo tas, ka uzdevumi ražotnēm un darba vietām katram pasūtījumam tiek veidoti, ņemot paraugus no attiecīgās nomenklatūras operatīvā ceha plāna, ņemot vērā ražošanas tehnoloģiskos maršrutus. Turklāt mēneša uzdevumi regulē vadošo un oriģinālo detaļu un mezglu ražošanas laiku.
Pārējās ceha nomenklatūras ražošanas termiņi tiek noteikti pašreizējā sadalījuma secībā atkarībā no darba vietu noslodzes.
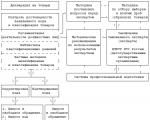
Operatīvā plānošana vienību ražošanā ietver šādus plānotos aprēķinus (3.6. att.): pasūtījumu izpildes ražošanas cikla aprēķins un individuālo pasūtījumu izpildes apjoma-kalendāra grafika sastādīšana un visu pasūtījumu kopsavilkums; kalendāro termiņu aprēķināšana avansiem veikalu darbā; iekārtu un ražošanas platību noslogojuma aprēķins plānošanas periodā; ikdienas uzskaite par pasūtījumu izpildi.
Attēls 3.6. Algoritms vienības ražošanas darbības plānošanai
Maksājums ražošanas cikls katram pasūtījumam  ) sākas ar pasūtījuma sarežģītības sadalījumu pa darba veidiem un nepieciešamā darbu skaita aprēķinu
) sākas ar pasūtījuma sarežģītības sadalījumu pa darba veidiem un nepieciešamā darbu skaita aprēķinu  (aprīkojums):
(aprīkojums):
kur  - šāda veida darbu sarežģītība pēc pasūtījuma;
- šāda veida darbu sarežģītība pēc pasūtījuma;
 - iekārtas darbības laika faktiskais fonds.
- iekārtas darbības laika faktiskais fonds.
Pamatojoties uz šādiem aprēķiniem un ņemot vērā iespējamo detaļu savstarpējo novecošanu katram pasūtījumam, a apjoma kalendāra diagramma pasūtījuma izpilde.
Grafiks tiek veidots apgrieztā tehnoloģiskā procesa secībā, sākot no testēšanas vai montāžas ceha. Saskaņā ar grafiku tiek noteikts vispārējais pasūtījuma izgatavošanas cikls, kas tiek salīdzināts ar noteiktu periodu. Pasūtījumiem ar īsu ražošanas ciklu (mazāk par mēnesi) un nelielu izpildes veikalu skaitu (viens vai divi), apjoma kalendārais grafiks netiek sastādīts.
Kalendāra aprēķins izpildes laiki darbnīcu darbībā ir nepieciešama to saskaņotai nepārtrauktai darbībai un visu šajā izstrādājumā iekļauto detaļu nonākšanai montāžā līdz norādītajam datumam. Tāpēc detaļas, kurām ir garāks ražošanas cikls, tiek nodotas ražošanā agrāk nekā citas detaļas.
Konsolidētā apjoma kalendāra diagramma visu pasūtījumu izpilde nepieciešama pasūtījumu savstarpējai savstarpējai saskaņošanai laikā un pilnīgākai tehnikas un telpas izmantošanai. Veidojot konsolidēto apjomu-kalendāra grafiku, var gadīties, ka vienā un tajā pašā iekārtā sakrīt viena un tā paša darba izpildes termiņi pie dažādiem pasūtījumiem un izrādās, ka tā ir pārslogota, vai arī viena pasūtījuma darbu izpildes un darbu uzsākšanas termiņi. cits tajā pašā iekārtā nesakrīt, un šis aprīkojums ir nepietiekami noslogots. Abos gadījumos nepieciešams koriģēt individuālo pasūtījumu izpildes grafikos paredzētos darbu izpildes termiņus. Vienlaikus nepieciešams noteikt pasākumus sastrēgumu novēršanai un nepietiekami noslogotu iekārtu pārkraušanai. Lai konsolidētais apjomu-kalendāra grafiks atbilstu augstāk minētajām prasībām, galveno cehu ACVN un PBP aprēķina iekārtu noslogojumu un ražošanas platību izmantošanu, atrodot labāko variantu pieejamo jaudu izmantošanai.
Konsolidētais apjoma-kalendāra grafiks tiek koriģēts katru mēnesi, ņemot vērā datus par ikmēneša programmas izpildi galvenajos cehos, notiekošo pasūtījumu izpildes stāvokli un uzņēmuma pieņemtos jaunos pasūtījumus. Vienlaikus tiek precizēta nomenklatūra un darba apjoms iepriekš iekļautajiem pasūtījumiem. Ņemot vērā šīs pazīmes, beidzot tiek precizēts konsolidētais pasūtījumu apjoma kalendārais grafiks un, pamatojoties uz to, ACVN izsniedz katrai darbnīcai. ikmēneša ražošanas programma darbi, kurā norādīts katra pasūtījuma darbu apjoms un to izpildes laiks.
Ikmēneša darbnīcas programmā ir šāda informācija:
Nosaukums un pasūtījuma kods;
Detaļas (montāžas vienības) nosaukums un kods;
Detaļu (montāžas vienību) skaits, ko plānots izlaist;
Palaišanas un izlaišanas datumi;
Ražošanas vienības ražošanas darbietilpība un plānotais darba apjoms.
Darbnīcas ražošanas programma kalpo kā avota dokuments sastādīšanai ražošanas vietu programmas. Lai to paveiktu, ceha programmā paredzētie darbi tiek sadalīti pa ražotnēm, tiek veikti tilpuma aprēķini pareizai jaudu izmantošanai un disproporciju novēršanai laukumu aprīkojuma noslogojumā. Dažkārt papildus ikmēneša programmai veikala PBP pirms plānošanas perioda sākuma sniedz meistariem precizētus darba sadales grafikus īsākiem plānošanas periodiem (dekāde, nedēļa). Nosakot atsevišķu darbu uzsākšanas un izpildes laiku, tie vadās pēc ciklu ilguma, pašreizējām vajadzībām un veicamā darba stāvokļa. Ikmēneša uzdevumu (grafiku) izpilde pilnībā jānodrošina ar darba rasējumu un citas tehniskās dokumentācijas komplektiem, materiāliem, sagatavēm, pusfabrikātiem, detaļām, instrumentiem, ražošanas dokumentāciju u.c.
Maiņu plānošanas un sadales darbu pamats ir maiņu plāns, kurā ir noteikti uzdevumi katrai dienai un maiņai katram darbiniekam. Maiņu uzdevumu realitāte ir jānodrošina ar iepriekšēju un rūpīgu ražošanas operatīvo sagatavošanu. Maiņu uzdevumos ietilpst tikai tādi darbi, kuriem ir sagatavota tehnoloģiskā dokumentācija, instrumenti, materiāli un sagataves.
Programmas ieviešanas operatīvā uzskaite galvenajos cehos struktūrvienības ražošanā tiek veikta atbilstoši datiem par maiņas-dienas uzdevuma izpildi katrā sadaļā. Operatīvās uzskaites objekti ir strādnieku attīstība, detaļu pārvietošana operācijām, sagatavju saņemšana, strādnieku dīkstāves, laulības, gatavās produkcijas piegāde. Grāmatvedība tiek veikta, pamatojoties uz primāro dokumentāciju, kas apstrādāta datorā, izmantojot mašīnlasāmus dokumentus.
Vienreizējai ražošanai raksturīgs liels pasūtījumu skaits dažādu produktu ražošanai vienībās un nelielās, neatkārtojamās partijās. Tajā pašā laikā dažos izstrādājumos dominē mehāniskais darbs, citos - montāžas darbi utt.
Tāpēc operatīvajā plānošanā pasūtījumi laišanai tirgū būtu jāgrupē tā, lai nodrošinātu vislabāko ražošanas datumu kombināciju ar vienmērīgu galveno veikalu noslodzi.
Lai uzņēmumā izturētu šādu stāvokli, pirms līgumu slēgšanas ar klientu tiek veikts pasūtījuma izgatavošanas ražošanas cikla sākotnējais aprēķins. Vēl viena vienības ražošanas plānošanas īpatnība ir visu pirmsražošanas un produktu izgatavošanas posmu iekļaušana pasūtījuma ražošanas ciklā, t.i. dizaina izstrāde, tehnoloģijas, darbaspēka izmaksu normēšana, instrumentu projektēšana un izgatavošana, izstrādājumu ražošana, testēšana un precizēšana.
Vienību ražošanā operatīvā vadība tiek veikta pēc pasūtījuma sistēmas, kurā plānotā vienība ir preces pasūtījums vai montāžas pieslēgums.
Sistēma ir balstīta uz katra pasūtījuma un ražošanas tehniskās sagatavošanas cikla grafiku nobeiguma izstrādi un ievērošanu un tā pakāpenisku ieviešanu, kopā ar cikla grafiku citiem pasūtījumiem.
Darbības plānošana vienības ražošanā ietver:
ražošanas cikla aprēķins katram pasūtījumam un nepieciešamā darbu skaita aprēķins, izmantojot formulu
 , (9.1)
, (9.1)
Šāda veida darbu sarežģītība pēc pasūtījuma;
- iekārtas darbības laika faktiskais fonds.
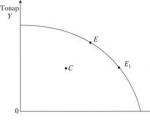
Pamatojoties uz šādiem aprēķiniem un ņemot vērā iespējamo detaļu savstarpējo novecošanos, katram pasūtījumam tiek izveidots pasūtījuma izpildes apjoma kalendārais grafiks (9.2. att.):

Rīsi. 9.2. Pasūtījuma izpildes apjoma plānošana
Grafiks ir veidots apgrieztā tehnoloģiskā procesa secībā. Pēc grafika tiek noteikts kopējais pasūtījuma ražošanas cikls, kas tiek salīdzināts ar doto termiņu.
Detaļas ar garāku ražošanas ciklu tiek nodotas ražošanā agrāk nekā citas detaļas, lai saskaņotu to nepārtrauktu plūsmu uz komplektu.
Savstarpējai saskaņošanai laikā un pilnīgākai tehnikas un telpas izmantošanai visiem pasūtījumiem tiek sastādīts konsolidētais apjomu-kalendāra grafiks.
Lai izvairītos no darbu pārklāšanās ar vienu un to pašu iekārtu vairākiem pasūtījumiem, nepieciešams pielāgot individuālo pasūtījumu izpildes grafikā paredzētos darbu termiņus. Nepieciešams noteikt pasākumus sastrēgumu novēršanai un nepietiekami noslogotu iekārtu pārkraušanai.
Konsolidētais apjoma-kalendāra grafiks tiek koriģēts katru mēnesi, ņemot vērā datus par ražošanas programmas izpildi galvenajos cehos, notiekošo darbu stāvokli un pasūtījumu jauniem uzdevumiem.
Vienlaikus tiek precizēta nomenklatūra un darba apjoms. Ņemot vērā šīs pazīmes, beidzot tiek precizēts konsolidētais pasūtījumu apjoma-kalendārais grafiks un, pamatojoties uz to, ACVN katram ceham izsniedz ikmēneša ražošanas darba programmu 9.1.tabulā norādītajā formā.
9.1. tabula
Darbnīcas ikmēneša ražošanas programma
Galvenās ceha PBP, saņemot no ACVN ikmēneša ražošanas programmu, sadala tajā paredzētos darbus starp ražotnēm, veic tilpuma aprēķinus pareizai jaudu izmantošanai un novērš disproporcijas laukumu aprīkojuma noslogojumā. , un tiek sastādīts mašīnu operatīvās iekraušanas grafiks.
Plānotā un sadalošā maiņas darba pamats ir maiņas-dienas plāns, kurā ir noteikts uzdevums katrai dienai un maiņai katram darbiniekam.
Ir dažāda veida ierīces darba sadalei. Tādā veidā tiek izmantota sadales karte, kuras šūnās tiek ievietota darba dokumentācija. Pēc pēdējās atrašanās vietas var spriest par šī darba stāvokli: vai tas ir uzdots izpildei, vai tas ir sagatavots izpildei, vai arī darbinieks jau ir saņēmis uzdevumu tā izpildei. Turklāt ir kontroles karte ar šūnām par dienu skaitu mēnesī.
Programmas īstenošanas operatīvā uzskaite galvenajos cehos ražošanas vienībā tiek veikta atbilstoši maiņas ikdienas uzdevuma papildināšanai katrā sadaļā. Uzskaites objekti ir: strādnieku attīstība, detaļu pārvietošana operācijām, sagatavju saņemšana, laulības, dīkstāves, gatavās produkcijas piegāde. Grāmatvedība tiek veikta uz speciālas primārās dokumentācijas pamata - pēc pasūtījumiem, speciāliem preču aprites maršrutu kartēm, pēc pavadzīmēm u.c.
| Iepriekšējais |
Viena veida ražošanas organizēšanā tiek izmantotas trīs operatīvās ražošanas plānošanas sistēmas: pasūtījums pēc pasūtījuma, pilns mezgls un preču noliktava.
Plkst pasūtījumu sistēma ražošanas programmas plānošanas un uzskaites vienība ir pasūtījums vai detaļu komplekts pēc pasūtījuma. Šī sistēma aptver visu pasūtījumu izpildes ražošanas procesu, tai skaitā ražošanas tehniskās sagatavošanas posmu, kas ieņem ievērojamu daļu (īpaši mašīnbūvē) kopējā ražošanas ciklā. Tādējādi darbgaldu nozarē ražošanas tehniskā sagatavošana ir 50–55% no kopējā pasūtījuma izgatavošanas cikla.
Ražošanas programmas kalendārā plānošanas aprēķini tiek veikti apgrieztā tehnoloģiskā procesa secībā no ražošanas cehiem līdz iepirkuma cehiem. Katrai darbnīcai viņi plāno pasūtījuma izpildes laiku, kā arī pasūtījuma palaišanas laiku ražošanas procesā.
Svarīgākie aprēķini saskaņā ar pasūtījumu sistēmas kalendāra un plānošanas standartiem ir:
Ražošanas cikls(svarīgākais ražošanas organizācijas standarts) - kalendārais laika periods no izejvielu un materiālu nonākšanas ražošanā līdz gatavās produkcijas izlaišanas brīdim.
Cikla ilgums (tc) ietver produktīvā darba laiku un pārtraukumu laiku (maiņu iekšienē, starpmaiņās). Produktam ts nosaka pēc vadošā mezgla (daļas, darba veida) darba intensitātes un mēra kalendārajās dienās.
Ražošanas cikla ilguma aprēķins tiek veikts apgrieztā tehnoloģiskā procesa secībā: no ražošanas cehiem līdz sagādes cehiem un tiek aprēķināts pēc formulas
kur P - detaļu skaits partijā; T – operāciju skaits procesā; t k - operācijas laika norma; Ar – operācijai paralēli aizņemto darba vietu skaits; s ir darba maiņu skaits dienā; q - darba maiņas ilgums; t mn – interoperatīvais laiks; te ir dabisko procesu ilgums.
Tc aprēķins ar palielināto metodi tiek veikts pēc formulas
kur th ir vadošā mezgla (daļas) vai darba darba intensitāte; k - normu atbilstības koeficients; g - brigādes sastāvs; s - darba maiņu skaits dienā; q - darba maiņas ilgums.
Kalendārajās dienās
kur k k.d – kalendārā darba koeficients, kas vienāds ar kalendāro dienu skaita gadā attiecību pret darba dienu skaitu gadā.
Pamatojoties uz aprēķiniem par izstrādājuma montāžas cikla ilgumu, detaļu apstrādes cikla ilgumu un sagatavju izgatavošanu, tiek noteikts un izstrādāts pasūtījuma ražošanas cikla ilgums kopumā. cikla grafiks pasūtījuma izpildei, kas ir svarīgākais starpresoru darbības plānošanas dokuments pasūtījumu sistēmā.
Individuālo pasūtījumu ciklu grafiki un pasūtījumu piegādes patērētājam laiks kalpo par pamatu konsolidēta grafika izstrādei plānošanas perioda pasūtījumu izpildes palaišanai-izlaišanai. Šis grafiks saista visu nodaļu darbu, lai izpildītu pasūtījumus.
Kopsavilkuma grafika izstrādei tiek veikta pārbaude apjoma-kalendāra slodzes aprēķini iekārtas (ražošanas zonas) pasūtījumu izpildei. Šiem aprēķiniem vajadzētu noskaidrot, cik lielā mērā cehu iekārtu caurlaidspēja nodrošina iespēju izgatavot pasūtījumu pēc grafika.
Iekārtu noslogojuma tilpuma-kalendāra aprēķini tiek veikti apgrieztā tehnoloģiskā procesa secībā, t.i. no montāžas cehiem līdz sagatavju ražošanai.
Svarīgs pasūtījuma pēc pasūtījuma sistēmas standarts ir izpildes laiks (O) gan privātajiem ražošanas procesiem, gan visiem uzņēmuma cehiem.
Avanss- laika periods (dienās), līdz kuram iepriekšējam privātajam ražošanas procesam jābūt priekšā nākamajam procesam, lai tas tiktu pabeigts pēc grafika.
Avansu aprēķina pamatā ir produkta ražošanas ražošanas cikla ilgums. Avansa vērtība ir vienāda ar kopējo ražošanas ciklu ilgumu no preces ražošanas pabeigšanas datuma līdz tehnoloģiskajai stadijai, pēc kuras tiek noteikts avanss. Kurā t aprēķina virzienā, kas ir pretējs ražošanas procesa gaitai, pieskaitot rezerves laiku starp posmiem (tres).
Piemērs. Detaļa tiek apstrādāta trīs ražošanas procesa posmos: sagādes, mehāniskās un montāžas ilgums attiecīgi 7, 11 un 10 dienas. Rezerves laiks - 2 dienas. Ir nepieciešams aprēķināt avansa summu.
Noteiksim produkta kopējo £ c: t c.sb + t griezt + t kažokādas + t griezt + t c.zag \u003d 10 + 2 + 11 + 2 + 7 \u003d 32 dienas. Tas nozīmē, ka avanss produkta palaišanai ražošanas procesā attiecībā pret tā piegādi gatavās produkcijas noliktavā ir 32 dienas. Tad standarts produkta palaišanas virzīšanai uz montāžas veikalu Oz.sb ir 10 dienas.
Mašīnu darbnīcas izvades pievada norma ir vienāda ar: Op.m = £c,b + Ov.m = t c.sb + t res = 10 + 2 = 12 dienas.
Norma produkta palaišanas virzīšanai uz mašīnu darbnīcu ir vienāda ar: Oz.m = t c.sb + t griezt + t c.kažokādas \u003d 10 + 2 + 11 \u003d 23 dienas.
Standarts produkta izlaišanas veicināšanai iepirkumu veikalā ir vienāds ar: Oz.m = t c.sb + t griezt + t kažokādas + t res = 10 + 2 + 11 + 2 - 25 dienas.
Standarts produkta palaišanas veicināšanai iepirkumu veikalā ir vienāds ar: Oz.z \u003d t c.zag \u003d 25 + 7 \u003d 32 dienas, t.i. kopējais ražošanas cikla ilgums (5.2. att.)
Operatīvās uzskaites un kontroles objekti ar parādīto sistēmu ir cehu pasūtījumu izpildes termiņi, kā arī to ciklu grafiki.

Rīsi. 5.2.
Pilnīga mezglu sistēma pēc satura identisks pasūtīšanas sistēmai. Šajā gadījumā vienas no divām sistēmām izvēli nosaka t c.
Ja t mazāk par 1 mēnesi, tad tiek izmantota pasūtījuma pēc pasūtījuma sistēma, kurā visas preces montāžai nepieciešamās sastāvdaļas un detaļas tiek pabeigtas pirms montāžas darbu uzsākšanas. Ja t ilgāk par 1 mēnesi, tad tiek izmantota komplektācijas sistēma, kurā tiek pabeigta montāža, jo tiek izgatavotas sastāvdaļas un detaļas.
Uzņēmuma plānošanas un uzskaites vienība šajā variantā ir tehnoloģiskā vienība, bet darbnīcām - tai detaļu komplekts.
Daļu noliktavas sistēma (maksimālā-minimālā sistēma) tiek izmantota gan viena, gan sērijveida ražošanas organizācijas veidos. Šīs sistēmas darbības plānošana attiecas uz vienotu un standartizētu detaļu ražošanu vispārējai lietošanai.
Ar šo sistēmu saražoto detaļu partija tiek nogādāta darbnīcas noliktavā. Tiek aprēķināti trīs detaļu (rezervju) krājumu veidi: maksimālais, minimālais un pārsūtīšanas punkta krājums. Krājumu plūsmas diagramma (Z) ir parādīta attēlā. 5.3.
Šīs plānošanas sistēmas darbība tiek veikta, pastāvīgi atjaunojot krājumus sākotnējā līmenī.
Minimālais krājums Z min – tā ir rezerve, kuras izmantošana ir nepieciešama ārkārtējos gadījumos.

Rīsi. 5.3.
kur V s.d - detaļu vidējā dienas izlaide; t op - detaļas izgatavošanas laiks.
Maksimālais detaļu krājums ir vienāds ar:
kur - no darbnīcas uz noliktavu saņemtās detaļu partijas lielums; t - laiks starp divām secīgām detaļu partijas piegādēm uz noliktavu.
Pasūtīšanas punkta krājums ir vienāds ar detaļu apjomu noliktavā, kurā noliktava izsniedz pasūtījumu darbnīcai nākamās detaļu partijas izgatavošanai:
Noliktavā sistemātiski jāuzrauga detaļu krājumu stāvoklis, izmantojot speciālu detaļu kartotēku: katrai precei tiek ievadīta karte, kurā norādīts detaļas numurs un nosaukums, ražošanas cehs un apdrošināšanas rezerves lielums. Kartes iezīmē katras daļas kustību noliktavā. Ar to palīdzību tiek kontrolēts faktiskais atlikumu stāvoklis un detaļu laicīgums palaišanas ražošanā.
Veikala iekšējās darbības un ražošanas plānošana veic šādas funkcijas vienā ražošanā:
Visas šīs intraveikala OKP funkcijas veic veikala ražošanas un dispečeru biroju darbinieki.
Jāņem vērā, ka rezerves viena veida ražošanas organizācijas efektivitātes paaugstināšanai ir vienotu un standartizētu detaļu un mezglu īpatsvara pieaugums. Tādējādi mašīnbūvē unificēto detaļu un mezglu īpatsvars ir vidēji 40–70%, kas ļauj izveidot specializētas sekcijas un vairāku priekšmetu ražošanas līnijas šo detaļu apstrādei vienas ražošanas apstākļos, t.i. lai vienotā ražošanā ieviestu liela mēroga organizācijas veida elementus. Ievērojami paaugstina vienības ražošanas tehnisko līmeni un uzlabo tās ekonomiskos rādītājus, ieviešot masveida ražošanas sistēmu, jo īpaši pilnīga grupu sistēma OKP. Tās būtība slēpjas apstāklī, ka tiek organizēta grupa, kas uzsāk dažādu nosaukumu un izmēru, bet ar strukturālu un tehnoloģisku līdzību detaļu ražošanu.
Pirms šādas palaišanas jāveic apjomīgs sagatavošanās darbs pie detaļu, tehnoloģisko procesu un tehnoloģisko iekārtu klasifikācijas grupās, pamatojoties uz strukturālo un tehnoloģisko līdzību.
Darbnīcas ražošanas programma tiek plānota noteiktai grupai piederošos detaļu komplektos.
Vienreizēja ražošana kam raksturīga ražošanas darba neregulāra atkārtojamība vai neatkārtojamība, ja speciāla pielietojuma produkti tiek ražoti nelielos daudzumos(piemēram, nestandarta iekārtu, lielu darbgaldu, presformu, velmētavu, jaudīgu turbīnu u.c. atsevišķu kopiju izgatavošana). Šis iestudējums ir sadalīts vienā vienreizējā, atkārtojamā un eksperimentālā.
Pilotražošanas līdzekļi paraugu, partiju vai pelēko izstrādājumu ražošana pētniecības darbam vai izveidotās ražošanas projektēšanas un tehnoloģiskās dokumentācijas izstrādei.
Vienības ražošanas uzņēmumi ražo lielu produktu klāstu, parasti plānošanas periodā neatkārtojas. Ražošana galvenokārt tiek veikta uz universālām iekārtām, kas atrodas cehā grupās. Montāžas cehos tiek veikta maza apjoma agregātu un objektu montāža. Atbilstoši universālā aprīkojuma būtībai, vienības ražošanas darbi tiek noslogoti ar dažādiem darbiem pēc apstiprināta plāna. Vienreizējai ražošanai ir raksturīga dažādu produktu izgatavošana atsevišķās vai mazās sērijās, atsevišķu pasūtījumu izpilde dažādās nozarēs un darbības jomās.
Sarežģītākā nozare ir mašīnbūve. Izpētot pieejas un metodes uz sarežģītas nozares piemēra, iegūtās zināšanas nebūs grūti pielietot vienkāršā nozares struktūrā, piemēram, patērētāju pakalpojumu nozarē. Vienlaikus jāatceras: jo vienkāršāka ir nozaru struktūra, jo mazāk jābūt kalendāra un plānošanas aprēķiniem. Produktu izlaišanas atkārtojamība vienā ražošanā vai nu nav, vai ir neregulāra, un tas neietekmē ražošanas procesa galvenās iezīmes.
Uzskaites un plānošanas vienība vienības ražošanā ir pasūtījums. Tāpēc operatīvās plānošanas (OCP) galvenais uzdevums pie šiem nosacījumiem ir nodrošināt dažādu pasūtījumu savlaicīgu izpildi saskaņā ar ražošanas programmām ar vienmērīgu visu ražošanas saišu noslogošanu un īsākos ražošanas ciklus pasūtījuma izpildei.
OKP raksturīga iezīme vienotas ražošanas apstākļos ir ciešā saikne starp kalendāra un plānošanas aprēķiniem ar katra pasūtījuma izpildes tehniskās sagatavošanas plānošanu.
Vienības ražošanā jāpalielina izlaides vienoto un standarta komponentu īpatsvars. Tas dod iespēju pielietot grupu tehnoloģijas, specializētās sekcijas un vairāku priekšmetu ražošanas līnijas vienotu detaļu un mezglu apstrādei, plānot to ražošanu partijās uz noliktavu.
Atcerieties, ka pasūtījuma izpildes process ir sadalīts trīs posmos. Apskatīsim OKP iezīmes uz tiem. Pasūtījuma veikšanas stadijā ir jāizmanto palielināti standarti, kas noteikti ar eksperimentālām un statistiskām metodēm. Katrs izpildītājs pieprasījuma lapu nosūta pasūtījumu birojam vai UMIS un nākamajam (ciklā) izpildītājam. Operatīvās ražošanas plānošanas iezīme vienā ražošanā ir mazattīstīts normatīvais regulējums salīdzinājumā ar masveida un sērijveida ražošanu.
Galvenie kalendāra un plānošanas standarti ir:
Ražošanas cikla ilguma aprēķinu produkta (pasūtījuma) izgatavošanai var veikt, izmantojot formulu
TC \u003d uP * k / s ^ x?) + wx? mp /.vx d+ *e, (5.2)
kur TC ir ražošanas cikla ilgums produkta ražošanai vai pasūtījuma izpildei, vergs. dienas; P- daļu skaits partijā; T- tehnoloģiskā procesa operāciju skaits;
Kopējais operācijas laiks, h; Ar- darba vietu skaits, kuras paralēli aizņem darbība;
^ - darba maiņu skaits dienā; q- darba maiņas ilgums, h;
Sadarbības laiks, h;
un- dabisko procesu ilgums (žāvēšana, virsmas sakausēšana, dzesēšana pēc termiskās apstrādes utt.).
Pamatojoties uz šādiem aprēķiniem un ņemot vērā iespējamo detaļu klāšanu, katram pasūtījumam tiek izveidots pasūtījuma izpildes apjoma-kalendārais grafiks (5.1.att.).
Grafiks tiek veidots apgrieztā tehnoloģiskā procesa secībā, sākot no testēšanas vai montāžas ceha. Saskaņā ar grafiku tiek noteikts vispārējais pasūtījuma izgatavošanas cikls, kas tiek salīdzināts ar noteiktu periodu. Pasūtījumiem ar īsu ražošanas ciklu (mazāk par mēnesi) un nelielu izpildes veikalu skaitu (viens vai divi), apjoma kalendārais grafiks netiek sastādīts. Kalendāro izpildes laiku aprēķins darbnīcu darbā ir nepieciešams, lai saskaņotu to nepārtrauktu darbību un nodrošinātu, ka visas šajā izstrādājumā iekļautās detaļas komplektācijā nonāk līdz norādītajam datumam. Tāpēc detaļas, kurām ir garāks ražošanas cikls, tiek nodotas ražošanā agrāk nekā citas detaļas.
Konsolidētā apjoma kalendāra diagramma visu pasūtījumu izpilde nepieciešama pasūtījumu savstarpējai savstarpējai saskaņošanai laikā un pilnīgākai tehnikas un telpas izmantošanai. Šāds grafiks tiek koriģēts katru mēnesi, ņemot vērā datus par ikmēneša programmas ieviešanu galvenajos darbnīcās, par pasūtījumu izpildes stāvokli, par jaunajiem uzdevumiem un uzņēmuma pieņemtajiem pasūtījumiem. Vienlaikus tiek precizēta nomenklatūra un darba apjoms iepriekš iekļautajiem pasūtījumiem. Ņemot vērā šīs pazīmes, beidzot tiek precizēts konsolidētais pasūtījumu apjoma-kalendārais grafiks un, pamatojoties uz to, ACVN katram ceham izsniedz ikmēneša ražošanas darba programmu, kurā norādīts katra pasūtījuma darba apjoms un izpildes laiks. to īstenošana.
|
Apstrādes veids |
Plānotā gada mēneša darba dienas |
|||||||||||||||||||||
|
Su-10 | ||||||||||||||||||||||
|
Kalējs |
|
|||||||||||||||||||||
|
Mehānisks |
7-14 4000 h 6 darbs naudu | |||||||||||||||||||||
|
atslēdznieks montāža |
|
|||||||||||||||||||||
|
Ģenerālā Asambleja |
|
|||||||||||||||||||||
Rīsi. 5.1. Apjoma-kalendāra (cikla) pasūtījuma ražošanas grafika piemērs
Galvenā ceha plānošanas un nosūtīšanas birojs, saņēmis no ACVN ikmēneša ražošanas programmu, sadala tajā paredzētos darbus starp ražotnēm, veic tilpuma aprēķinus pareizai jaudu izmantošanai un slodzes disproporciju novēršanai. vietu aprīkojums.
Vienā ražošanā tilpuma aprēķini ir saistīti ar CPD. Tas ir saistīts ar to, ka ražošanas jaudu resursi noteiktā laika periodā ir nemainīgi, savukārt dažādām iekārtu grupām nepieciešamās jaudas laika gaitā būtiski mainās. Šis apstāklis liek katrā plānošanas periodā noteikt nepieciešamo mašīnu stundu skaitu visu šajā periodā izgatavojamo pasūtījumu vadošajām iekārtu grupām un salīdzināt tās ar pieejamajām. Tas ļauj savlaicīgi veikt pasākumus, lai novērstu gan atsevišķu iekārtu grupu pārslodzi, gan nepietiekamu noslogojumu, mainot dažu pasūtījumu izpildes laiku un koriģējot paredzamo palaišanas laiku, tādējādi precizējot svina lielumu salīdzinājumā ar aprēķināto. Uz šādas korekcijas pamata tiek veikta pasūtījumu izpildes termiņu galīgā piesaiste noteikta plānošanas perioda kalendārajam laikam.
Maiņu plānošanas un administratīvā darba pamats ir maiņas-dienas plāns, kurā ir noteikti uzdevumi katrai dienai un maiņai katram darbiniekam. Maiņu uzdevumu realitāte ir jānodrošina ar iepriekšēju un rūpīgu ražošanas operatīvo sagatavošanu. Maiņu uzdevumos ietilpst tikai tādi darbi, kuriem ir sagatavota tehnoloģiskā dokumentācija, instrumenti, materiāli un sagataves.
Strādnieks saņem pasūtījumu vai perfokartes maketu (atkarībā no grāmatvedības darba mehanizācijas pakāpes) par katru darbu maiņas uzdevumā. Pēc darba pabeigšanas un kontroliera pieņemšanas darba pasūtījums tiek slēgts, un maiņas uzdevumā meistars izdara atzīmi par darba pieņemšanu.
Programmas ieviešanas operatīvā uzskaite galvenajos cehos struktūrvienības ražošanā tiek veikta atbilstoši datiem par maiņas-dienas uzdevuma izpildi katrā sadaļā. Operatīvās uzskaites objekti ir strādnieku attīstība, detaļu pārvietošana operācijām, sagatavju saņemšana, strādnieku dīkstāves, laulības, gatavās produkcijas piegāde.
Grāmatvedība tiek veikta, pamatojoties uz primāro dokumentāciju: strādnieku izlaidi nosaka pēc darba pasūtījumiem, detaļu kustību ražošanā - pēc maršrutu kartēm, sagatavju saņemšanu un gatavās produkcijas piegādi - pēc pavadzīmēm, materiālu patēriņu - līdz plkst. materiālu un pasūtījumu rēķini utt. Pamatojoties uz saņemtajiem datiem, darbu vadītājs veic atzīmi objekta grafikā par ikmēneša programmas izpildi par katru nostrādāto amatu.

Finanšu struktūra kā holistiska kategorija ar tai raksturīgajām kopīgajām īpašībām ietver vairākas savstarpēji saistītas saites ...

Šis ir brīdis, kad uzņēmums saņems nulles peļņu, tas ir, ieņēmumi pilnībā segs izmaksas.Tam ir svarīga loma ...
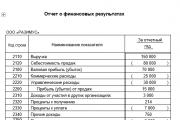
ROA (Return on Assets) koeficients atspoguļo uzņēmuma tīrās peļņas attiecību pret tā aktīviem un...

Vienreizējai ražošanai raksturīgs liels pasūtījumu skaits dažādu produktu ražošanai, bet tajā pašā laikā ...

Pamatojoties uz ACVN pasūtījuma izpildes grafiku, tiek izstrādāti atjaunināti ceturkšņa un mēneša kalendāra grafiki ...
Plāns Darbības un ražošanas plānošana 2. Darbības un ražošanas plānošanas iezīmes vienā ...
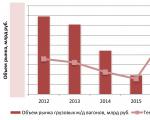
Pētījuma aktualitāte Specializētā ritošā sastāva parks, protams, ir jāatjaunina -...
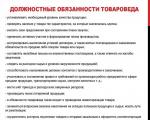
Piedāvājam jūsu uzmanībai tipisku tirgotāja amata apraksta piemēru, 2019./2020. gada paraugu....

Pašlaik ļoti daudzsološs stratēģiskās vadības instruments ir līdzsvarots ...

Pamatlīdzekļi ir organizācijas īpašuma (preces, cita materiāla) kopums, ko izmanto ...
Ražošanas pamatlīdzekļu izmantošanas līmeņa novērtēšanai tiek izmantota rādītāju sistēma. es....
Ribčinska teorēma Poļu izcelsmes angļu ekonomists Tadeušs Ribčinskis (1923–1998) precizēja secinājumus...
Produkta identifikācija ir procedūra, kas ļauj noteikt atbilstību konkrētai viendabīgai ...

Kā informēja Centrālās vēlēšanu komisijas vadītāja Ella Pamfilova, novadu vēlēšanās 10.septembrī saņemto sūdzību...
"Reģionu klubā" šoreiz bija Maskavas apgabala gubernators Andrejs Vorobjovs. Eksperti pamanījuši...

Visbiežāk šādu akciju objekts ir jaunieši. Tātad, Permas apgabala kopienās sociālajā tīklā "VKontakte" ...