Krievijas finanšu sistēma, tās sastāvs un struktūra Finanšu sistēmā iekļauto finanšu institūciju kopums
Finanšu struktūra kā holistiska kategorija ar tai raksturīgajām kopīgajām īpašībām ietver vairākas savstarpēji saistītas saites ...
Plānot
Darbības un ražošanas plānošana
2. Darbības un ražošanas plānošanas iezīmes vienotā ražošanā.
3. Ekspluatācijas un ražošanas plānošanas iezīmes masveida ražošanā.
4. Operatīvās ražošanas plānošanas iezīmes masveida ražošanā.
5. Ražošanas plānošana.
Operatīvā ražošanas plānošana (OPP) i ir ražošanas iekšējās plānošanas pēdējais posms, un tā mērķis ir detalizēt ražošanas plānu laika un ražošanas vienību izteiksmē. Tas ir paredzēts, lai ceturksni, mēnesi, dienu, maiņu plānotos mērķus nogādātu darbnīcā, objektā, komandā un darba vietā un nodrošinātu vienmērīgu produktu izlaišanu laika un diapazona ziņā saskaņā ar grafiku.
Pie galvenajiem PPP uzdevumiem attiecas:
Uzņēmuma raitas darbības nodrošināšana;
Ražošanas procesa nepārtrauktības nodrošināšana;
Iekārtu vienmērīgas noslogošanas nodrošināšana.
Uz OPP funkcijām attiecas:
1. Uzņēmuma un ražotņu ražošanas apjoma aprēķinu veikšana.
2. Ražošanas kustības kalendārā plānošanas standartu aprēķins (produktu partijas lielums, ražošanas cikla ilgums, produkta palaišanas laiks ražošanā, produkta izlaišanas ritms (takts), vērtība par nepabeigtajiem darbiem utt.)
3. Produktu palaišanas grafiku izstrāde.
4. Veikalu, sekciju un darba vietu operatīvo ražošanas uzdevumu izveide.
5. Darbības regulēšana, uzskaite un plānoto mērķu izpildes kontrole.
Atkarībā no PPP satura un ilguma tos iedala divos posmos: operatīvā plānošana (OKP) un ražošanas operatīvā vadība (plānošana).
Darbības plānošana ietver plāna mērķu aprēķinu, izpildi un piegādi katrai ražotnei satura, daudzuma un laika ziņā (mēnesis, desmitgade, diena, maiņa).
Ražošanas plānošana ietver sistemātisku plānoto mērķu īstenošanas uzraudzību, savstarpēji saistītu procesu koordinēšanu, noviržu no noteiktā grafika novēršanu un novēršanu.
Atbilstoši darbības jomai PPP ir iedalīts sīkāk intershop un intrashop.
Starpveikalu darbības plānošana koordinē uzņēmuma ražošanas cehu darbību detaļu izgatavošanai, sastāvdaļu un izstrādājumu montāžai, tirgojamās produkcijas izlaišanai saskaņā ar saskaņotajiem ražošanas programmā noteiktajiem termiņiem.
Veikala iekšējā plānošana paredz ikmēneša ražošanas programmu un kalendāro plānu izstrādi sekcijām, līnijām, komandām un darba vietām.
Rūpniecības uzņēmumos tiek izmantotas dažādas OPP sistēmas, kas tiek saprastas kā plānotā darba veikšanas metodika un tehnika.
OPP sistēma raksturot:
Plānošanas un uzskaites vienība ir primārais ražošanas objekta plānošanas un uzskaites objekts;
Kalendāra un plānošanas standartu sastāvs;
Plānošanas un grāmatvedības dokumentācijas sagatavošanas kārtība.
Atkarībā no ražošanas veida un izvēlētās plānošanas un uzskaites vienības ir trīs galvenās OPP sistēmas: pielāgota, pilnīga un detalizēta.
OPP pasūtījumu sistēma izmanto vienreizējās ražošanas apstākļos, kur plānošanas vienība ir preces pasūtījums.
Pilnīga OPP sistēma To izmanto masveida ražošanā, kur plānošanas un uzskaites vienība ir mezgls, grupa vai mašīnu detaļu komplekts.
Detalizēta OPP sistēma raksturīgi masveida ražošanas uzņēmumiem, kur plānošanas un uzskaites vienība ir detaļa, un plānošana tiek veikta saskaņā ar produktu izlaišanas taktiku (ritmu).
Saskaņā ar kalendāra un plānošanas standartiem PPP sistēmu var nosacīti iedalīt divās grupās:
- iepriekšējas plānošanas sistēmas(pēc pasūtījuma, komplektā) nodrošina sagatavju, detaļu un montāžas vienību palaišanas ražošanā kalendārā laika perioda (iepriekš) aprēķinu attiecībā pret noteikto gatavās produkcijas ražošanas termiņu;
- uzdevumu plānošanas sistēmas (noliktavas sistēma) ietver nepieciešamo sagatavju, pusfabrikātu un detaļu krājumu saglabāšanu, kas nodrošina nepārtrauktu (ritmisku) ražošanu.
Vienreizējai ražošanai raksturīgs noteikts pasūtījumu skaits dažādu produktu ražošanai vienībās un retāk nelielās, neatkārtojamās partijās.
OPP pasūtījumu sistēma vienā ražošanā ietver šādas darbības:
1. Pasūtījuma tehniskā sagatavošana, kur attiecīgās nodaļas un dienesti izstrādā tehnoloģiskos procesus, projektē un izgatavo iekārtas, pasūta materiālus un sastāvdaļas, kas nepieciešami pasūtījumā iekļautās produkcijas ražošanai.
2. Preces izgatavošanas ražošanas cikla ilguma noteikšana pa ražošanas posmiem (sagāde, pārstrāde, montāža), pamatojoties uz izstrādāto maršrutu-operācijas procesu.
3. Atsevišķu produktu (pasūtījumu) izgatavošanas ciklu grafiku sastādīšana. Grafiku sastādīšanas sākumpunkts ir produkcijas izgatavošanas termiņi (pasūtījumu piegāde pēc plāna), no kuriem kalendāra skalā apgrieztā secībā tiek uzzīmēts ražošanas ciklu ilgums pa ražošanas posmiem.
4. Ražošanas programmā paredzēto pasūtījumu izpildes konsolidētā cikla grafika sastādīšana nākamajam plānošanas periodam (mēnesim, ceturksnim) (15.1.att.).
5. Tilpuma-kalendāra aprēķinu veikšana, lai noteiktu optimālo iekārtu un montāžas laukumu noslodzi darbam pie dažādu plānošanas periodā iekļauto pasūtījumu izpildes.
Summārā cikla grafika konstruēšanas shēma ir parādīta 15.1. attēlā. Savā struktūrā cikla grafiks ir līdzīgs produkta kompleksa ražošanas procesa grafikam (3.3. nodaļa).
Rīsi. 15.1. Pasūtījumu izpildes konsolidētais cikla grafiks II ceturksnim
Sagādes un apstrādes cehiem kopējam darba apjomam iekārtu grupām, lai izpildītu pasūtījumu programmu plānotajā periodā, jābūt vienādam vai mazākam par iekārtu caurlaidspēju.
Plānošanas periodā veicamo darbu apjoms(mēnesis, ceturksnis), nosaka pēc formulas:
(15.1)
kur t man - vienas preces detaļu komplekta izgatavošanas laika norma šai iekārtu grupai, stundas;
n i i-kārta;
m- pasūtījumu skaits plānotajā periodā.
Šīs iekārtu grupas caurlaidspēja plānotajā periodā nosaka pēc formulas:
(15.2)
Fq- faktiskais iekārtas darbības laika fonds plānotajā periodā, stundas;
β ir koeficients, kas ņem vērā laiku, kas zaudēts aprīkojuma maiņai ( β =5%);
Par- maināmo iekārtu vienību skaits.
Šīs aprīkojuma grupas slodzes koeficientu nosaka pēc formulas:
(15.3)
Ja k c.o. ≥ 1.0, tad cikla grafiks tiek koriģēts sakarā ar agrākiem produktu ražošanas uzsākšanas datumiem.
Montāžas cehos montāžas darbu apjomam jāatbilst montāžas laukumu caurlaidspējai.
Montāžas darbu apjoms pasūtījumu izpildei nosaka pēc formulas:
kur T i - viena produkta komplektēšanas ražošanas cikls, stundas;
Si- viena izstrādājuma montāžai nepieciešamā ražošanas platība, ņemot vērā montāžas vietas ejas, uzglabāšanas vietu, m 2;
N i- iekļauto produktu skaits i-kārta;
m- pasūtījumu skaits plānotajā periodā.
Montāžas zonu caurlaidība nosaka pēc formulas:
kur S - montāžas ceha ražošanas platība, m 2;
F pl– plānotais montāžas ceha darba laiks, stunda.
Montāžas zonu slodzes koeficientu nosaka pēc formulas:
(15.6)
Ja k. zsb. ≥ 1.0, tad cikla grafiks tiek koriģēts sakarā ar agrākiem montāžas darbu sākuma datumiem vai montāžas ceha maiņu darba palielināšanos.
Tā kā tiek saņemti jauni pasūtījumi un darba vietas ir nepietiekami noslogotas, papildinājumi tiek iekļauti konsolidētajā cikla grafikā.
Ražošanas plānošanas datu funkcijas, uzdevumi un noformējums lielā mērā ir atkarīgs no ražošanas veida. Viena un maza apjoma ražošanai plānošanas uzdevumus var attēlot divu savstarpēji saistītu bloku veidā: apjoma plānošana un darbības plānošana.
Skaļuma plānošanas uzdevumus var definēt šādi:
Operatīvās kalendārās plānošanas uzdevumos ietilpst ražošanas grafiku veidošana un plānošanas dokumentu veidošana saskaņā ar darbības plānu.
Apjomīgai un operatīvai plānošanai izmantotās informācijas apjoms un sastāvs būtiski atšķiras.
Šajā rakstā mēs aprobežosimies ar apjoma plānošanu vienai un maza mēroga ražošanai.
Plānošanas sistēmas produktu struktūras un sastāva datu ģenerēšanas un uzturēšanas procesiem jāatbilst divām pamatprasībām:
Vislielākajā mērā šīs prasības tiek izpildītas, uzturot datus kā daļu no inženierdatu pārvaldības sistēmas (PDM), kas pielāgota pašreizējiem standartiem un ietver izmaiņu pārvaldības moduļus, un uzņēmumiem, kas ražo produktus ar lielu skaitu konfigurācijas opciju, tiek nodrošināta konfigurācijas pārvaldība. moduļi.
Iekšzemes automatizētā ražošanas kontroles sistēma Omega Production atbilst šiem nosacījumiem. Inženierdatu pārvaldības apakšsistēma nodrošina pamatinformāciju plānošanas apakšsistēmai, krājumu pārvaldības apakšsistēmām, kvalitātei utt. Pastāv arī iespēja importēt datus par struktūru, sastāvu un izmaiņām no projektu arhīva sistēmas Search AES Intermekh.
Inženierdatu pārvaldības apakšsistēma Omega Production nodrošina arī iespēju uzturēt informāciju par sagatavēm (kalumiem, lējumiem), to izmaiņām un saitēm ar detaļām. Tas ļauj iekļaut uzņēmuma plānošanas un metalurģijas ražošanas jomā.
Inženierdatu un to izmaiņu pārvaldības pamatā ir universāla iebūvēta tehnisko dokumentu vadības sistēma.
Apjoma-kalendāra plānošanas rezultāti tradicionāli tiek sastādīti dažādu grafiku veidā, kas ierobežo uzrādīto elementu skaitu. Šī iemesla dēļ un arī saistībā ar kosmosa plānošanas provizorisko, vērtējošo raksturu aprēķiniem un prezentācijai parasti netiek ņemts viss produkta sastāvs, bet tikai tā darbietilpīgākās un kritiskākās sastāvdaļas - t.s. uzskatīta par nomenklatūru. Šis ierobežojums nav “mašīna” (tas ir, risinājums un prezentācijas algoritmi nav atkarīgi no komponentu skaita), bet drīzāk “cilvēks”, ko nosaka lietotāja spēja uztvert un analizēt datus.
Aplūkojamās nomenklatūras produkti ir saistīti ar datiem par ražošanas tehnoloģisko ciklu, izstrādes ciklu, pirmsražošanas ciklu un papildus projektēšanai un tehnoloģiskajai pārbaudei nepieciešamo produktu skaitu (kas ir raksturīgi izmēģinājuma un vienreizējai ražošanai ), un norādīts labu produktu iznākuma koeficients.
Apjoma plānošanā cehu noslodzes un caurlaides aprēķini parasti tiek veikti darba veidu līmenī. Tāpēc sistēmā ir izveidots telpu plānošanas uzdevumu darba veidu direktorijs, uz kura pamata tiek ievadīti dati par uzņēmuma veikalu darba veidiem. Darba veidi uzņēmuma darbnīcās ir pamatelementi produktu tehnoloģiskās maršrutēšanas un titullapu saņemšanas uzdevumiem. Darbu veidiem darbnīcās tiek izmantota noteikta tipizācija, kas ļauj formalizēt tehnoloģisko maršrutu kontroli un automātiski noteikt ražošanas produkcijas ražošanas pazīmes.
Datus par darbu veidiem pa darbnīcām var iegūt arī importējot no AES Intermekh tehnoloģisko procesu projektēšanas sistēmas TechCard.
Pēc darba veida cehās tiek glabāta informācija par gada un mēneša laika līdzekļiem divu un trīs maiņu darbam.
Darba secība pie izstrādājuma/sagataves nosaka tā tehnoloģisko maršrutu darba veidu līmenī. Sistēmai ir uzlabota funkcionalitāte datu veidošanai un uzturēšanai par tehnoloģiskajiem maršrutiem, to izmaiņu pārvaldīšanai un dažāda veida atskaišu saņemšanai. Šī funkcionalitāte ir piemērota sērijveida ražošanai, kā arī neliela apjoma un vienreizējai ražošanai.
Ekspertu aplēses ir visvairāk apkopotie dati par darbaspēka intensitāti, un tos izmanto, lai atrisinātu telpas plānošanas problēmas. Tāpēc ekspertu vērtējumus par darbaspēka intensitāti pa darba veidiem var precizēt tikai izvēlētā diapazona produktiem, kas tiek ņemti vērā telpu plānošanas uzdevumos.
Atbilstoši darba veidam var iestatīt cikla sarežģītību vai ilgumu (1. att.). Darba intensitātes pārrēķini tehnoloģiskā cikla ilgumā un otrādi tiek veikti, izmantojot informāciju par darbinieku skaitu šāda veida darbam, maiņas ilgumu un ņemot vērā maiņas koeficientu, normu pārpildes koeficientu. darbnīcai savstarpējās uzsūkšanās koeficients. Aprēķiniem no darbnīcas parametriem tiek ņemta informācija par maiņas ilgumu, kā arī maiņas koeficienta vērtības un darbnīcas normu pārpildes koeficients.
Ražošanas pasūtījums ir svarīgs ražošanas dokuments, kas tiek pakļauts apstiprināšanas un apstiprināšanas procedūrām. Līdz ar to pasūtījumu vadība ražošanai Omega Production tiek realizēta vispārējās tehnisko dokumentu plūsmas shēmas ietvaros. Pasūtījumam sistēmas administrators uzņēmumā var izveidot atbilstošu dzīves ciklu ar atbilstošām shēmām un veicināšanas darbību koordinācijas funkcijām. Lai saglabātu pasūtījumu izmaiņas ražošanā, tiek izmantots standarta pārskatīšanas mehānisms.
Pasūtījumi tiek ģenerēti un uzturēti gan galaproduktiem, gan komponentiem. Tajā pašā laikā galaproduktiem var izmantot gan standarta specifikācijas versijām, gan specifikācijas pielāgotajām konfigurācijām, kas iegūtas, izmantojot produktu konfigurēšanas mehānismu pasūtījuma funkcionālai specifikācijai.
Plāni sistēmā ir tehnisko dokumentu plūsmas objekti, tāpēc tiem ir visas šādiem objektiem raksturīgās īpašības: piešķirams dzīves cikls ar dažādām lietotāja tiesībām pēc statusa un īpašumtiesībām, piešķirami validācijas noteikumi, piešķiramas apstiprināšanas/apstiprināšanas shēmas, iespēja nosūtīt pa iebūvētais e-pasts, vadības izmaiņas, izmantojot pārskatīšanas mehānismu u.c.
Plāns var sastāvēt, piemēram, no tādām sadaļām kā galvenie produkti, rezerves daļas, saistītie produkti utt. Katrai plāna sadaļai var tikt piešķirts savs datu avots par plāna elementiem, kas ļauj uzticamāk kontrolēt produkta plānā iekļauto specifikāciju pareizību.
Katram no plāna elementiem var norādīt plānošanas atribūtu un sākuma laiku vai izlaišanas laiku. Pašlaik elementiem tiek atbalstīti šādi plānošanas pēc pasūtījuma raksturlielumi: projektēšana un izgatavošana pēc pasūtījuma, uzbūve pēc pasūtījuma, uzbūve pēc pasūtījuma, atkārtota ražošana. Pirmajā gadījumā tiek pieņemts, ka vismaz dažiem produktiem un to elementiem pasūtījuma dokumentācija vēl nav nonākusi ražošanas līmenī, un plānošanā jāiekļauj informācija par izstrādājuma izstrādes un pirmsražošanas ciklu. produkts. Otrajā gadījumā plāna aprēķinā tiek ņemts vērā tikai produkta ražošanas cikls. Montāžas gadījumā pēc pasūtījuma tiek uzskatīts, ka montāžai nepieciešamie elementi jau ir pieejami vajadzīgajā daudzumā vai arī tiem ir pietiekoši daudz atlikumu, lai veiktu montāžu paralēli trūkstošo elementu izgatavošanai. Masveida ražošanas gadījumā produkta ražošanas ciklu nosaka konveijera ritms.
Atbilstoši plāna elementam var iestatīt tā ražošanas pašreizējo stāvokli plānošanas perioda sākumā vai ražošanas uzsākšanas datumā, kas ietver ne tikai produktu skaitu šajā stāvoklī, bet arī veikto darbaspēka intensitāti. pašreizējais darba veids (2. att.).
Aprēķinu veikšanas iespējas ir šādas:
Aplūkojamās nomenklatūras izstrādājumiem var iestatīt šādas iespējas: tukšo ciklu uzskaite, produktu nepieciešamības uzskaite konstrukcijas pārbaudēm, produktu nepieciešamības uzskaite tehnoloģiskajām pārbaudēm, labu produktu ražības koeficienta uzskaite.
Aprēķinot plānu, plāna elementiem obligāti jāaprēķina sastāvs. Produkta sastāvs plānā ir atkarīgs no plāna elementa sākotnējā stāvokļa.
Ja sākotnējais stāvoklis nav norādīts, tad plānam tiek ņemts viss sastāvs, ieskaitot pašu produktu. Ja preču-produktu sastāvā nav nepieciešams ņemt vērā atgriešanas sadarbības produktus, tad iegādātās preces netiek izpaustas. Ja produktos nepieciešams ņemt vērā atgriešanas sadarbības produktus, tiek atklāts iegādāto preču sastāvs. No iegādāto preču sastāva preces-preces sastāvā tiek iekļauti atgriešanas sadarbības produkti. Preces piešķiršana iegādātās preces sastāvā atgriešanas sadarbības produktiem ir balstīta uz tās maršrutu analīzi. Ja jums ir jāaprēķina sagatavju skaits, tad detaļai tiek analizēta sagataves klātbūtne un no sagataves iegūto detaļu skaits. Ja ir tukša, tā ir iekļauta arī produkta sastāvā.
Precizējot datus par produktu-produkciju stāvokli plānošanas perioda sākumā, ja nav datu montāžas kartēs, sastāvu var aprēķināt tikai ar maršruta punkta (darba veida) precizitāti. Produkts-produkts ir sadalīts grupās, kas atšķiras sākotnējā stāvoklī. Katrai no grupām sastāvs tiek aprēķināts tikai atlikušajiem darba veidiem.
Ierakstu skaits vienai sastāva vienībai, vienam notikumam, vienai piemērojamībai, vienam pasūtījumam un vienai plāna sadaļai ir atkarīgs no preces maršruta veida. Ir noteikumu kopums, kā izvēlēties maršruta plānu produktam alternatīvu klātbūtnē. Ja precei ir paralēli maršruti, tad tie visi tiek ņemti vērā plānā.
Izstrādājumu un attiecīgās nomenklatūras izstrādājumu ražošanas grafikus var iegūt, pamatojoties uz šādiem datiem: par produktu ražošanas tehnoloģiskajiem cikliem, neņemot vērā darba veidus, par darbaspēka intensitāti (tehnoloģijas cikliem) produktu ražošana pēc darba veida. Pirmajā gadījumā ir nepieciešams daudz mazāk sākotnējo datu, kas ir svarīgi paredzamajai plānošanai. Bet tajā pašā laikā tiek noteikts tikai katra cikla kopējais ilgums un produktu palaišanas-izlaišanas laiks. Otrajā gadījumā sākotnējo datu uzturēšanas sarežģītība ir lielāka, un tiek noteikts ne tikai katra cikla ilgums, bet arī var novērtēt ražošanas programmas iespējamību pa cehiem un darba veidiem, pamatojoties uz aprēķinu aprīkojuma slodze.
Grafiku aprēķināšanas galvenā saikne ir vispārējo produktu ražošanas ciklu noteikšana. Vispārējo ciklu noteikšanas algoritmi galvenokārt ir atkarīgi no uz pasūtījumu balstītas plānošanas īpašībām un plāna elementu sākotnējā stāvokļa. Piemēram, izstrādei un pielāgošanai aprēķinu algoritms tiek veikts saskaņā ar šādiem pieņēmumiem:
Vispārējo ciklu definīcija un grafiku uzrādīšana (3. att.) kalendārajā laikā ir atkarīga no plāna elementa izlaišanas datuma vai palaišanas datuma piešķiršanas. Ja izlaišanas datums ir iestatīts kā kalendāra datums, no tā tiek atņemts kopējais cikls un tiek noteikts palaišanas datums. Ja palaišanas datums ir iestatīts kā kalendāra datums, tam tiek pievienots vispārējais cikls un tiek noteikts izlaišanas datums. Šajā gadījumā tiek ņemta vērā norādītā nedēļas nogales un svētku dienu uzskaites iespēja.
Datu izmantošana aprēķinos par darbaspēka intensitāti pēc darba veida darbnīcās saskaņā ar produktu tehnoloģiskajiem ceļiem ļauj viegli pievienot vispārīgus attiecīgās nomenklatūras produktu grafikus produktu palaišanas un izlaišanas grafikiem noteiktām darbnīcām, līdz plkst. darbnīcām un darba veidiem vai pa darba veidiem visā uzņēmumā. Semināru grafiku un darba veidu noformējums ir līdzīgs tam, kā tas tiek darīts vispārīgajiem cikliem.
Informācijas pieejamība par pieejamajiem laika līdzekļiem pa darba veidiem veikalos ļauj aprēķināt slodzi pēc darba veida veikalos un pa veikaliem kopumā. Slodzes definēšana un uzrādīšana tiek veikta divos veidos: kā vidējā slodze plānotajam periodam, ko aprēķina slodzes koeficientu veidā, kas ir darba intensitātes apjoma attiecība noteiktā periodā pret pieejamo laiku. fonds noteiktam periodam; slodzes diagrammu veidā par plānoto periodu, ļaujot attēlot slodzes izmaiņas laika gaitā saskaņā ar produktu laišanas un izlaišanas grafikiem. Otrs slodzes attēlošanas veids ir daudz vizuālāks un ļauj interaktīvi pārdalīt darbaspēka intensitāti pa darba veidiem (4.att.), ņemot vērā to sakarību, lai izvairītos no pīķa slodzēm un palielinātu iekārtu slodzes viendabīgumu par darba veids.
Iesniegto izejas dokumentu formāti telpu plānošanai parasti ir katram uzņēmumam specifiski. Sistēmai ir veidlapu ģenerators, kas ļauj pareizi ģenerēt izvaddokumentu formātu, ieskaitot iebūvētās grafiskās diagrammas.
"CAD un grafika" 6 "2001
Vienības ražošanā tiek ražots viens vai vairāki oriģinālā dizaina izstrādājumi. Tāpēc katram pasūtījumam, kas sastāda vienu preci vai nelielu preču partiju, tiek izstrādāta tehniskā dokumentācija, sagatavota ražošana, aprēķināts ražošanas grafiks, noteikta pašizmaksa, uzraudzīts un fiksēts ražošanas gaita. Tā kā atsevišķas detaļas un montāžas vienības var izmantot dažādos pasūtījumos, bet dažas var izgatavot kā oriģinālas, galvenais darbības plānošanas uzdevums šajos apstākļos ir racionāla dažādu pasūtījumu izpildes kombinācija katram no tiem noteiktajos termiņos. Tajā pašā laikā ir jāpanāk vienmērīga visu ražošanas vietu un darba vietu noslogošana.
OKP sistēmas vienību ražošanā ir vismazāk tipizētas un orientētas uz ražošanas, darbaspēka un vadības organizācijas metodēm, kas ir izveidojušās uzņēmumos. Tomēr, izmantojot dažādus darbības plānošanā izmantotos līdzekļus un metodes, viņiem ir jāatrisina trīs svarīgi uzdevumi:
Kalendāra un plānošanas standartu izstrāde, kas regulē pasūtījuma izpildes gaitu;
Ražošanas tehniskās, organizatoriskās, ekonomiskās un materiālās sagatavošanas plānošana;
Sērijveida ražošanas organizācijas un darbības plānošanas metožu pielietošana noteiktās ražošanas jomās, specializētās daļās un mezglos.
Īpatnības starpveikalā darbības grafiks vienības ražošanā ir šāds:
Gada produkcija tiek sadalīta pa periodiem gada ietvaros atbilstoši pasūtījumu portfelim, pasūtījumu saņemšanas secībai un produkcijas iekraušanas nosacījumiem;
Pasūtījumu atkārtojamības trūkums neļauj izveidot uzticamus ilgtermiņa plānošanas standartus.
Intrashop OKP raksturo tas, ka uzdevumi ražotnēm un darba vietām katram pasūtījumam tiek veidoti, ņemot paraugus no attiecīgās nomenklatūras operatīvā ceha plāna, ņemot vērā ražošanas tehnoloģiskos maršrutus. Turklāt mēneša uzdevumi regulē vadošo un oriģinālo detaļu un mezglu ražošanas laiku.
Pārējās ceha nomenklatūras ražošanas termiņi tiek noteikti pašreizējā sadalījuma secībā atkarībā no darba vietu noslodzes.
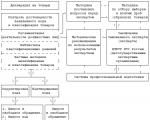
Operatīvā plānošana vienības ražošanā ietver šādus plānotos aprēķinus (3.6. att.): pasūtījumu izpildes ražošanas cikla aprēķins un individuālo pasūtījumu izpildes apjoma-kalendāra grafika sastādīšana un kopsavilkums visiem pasūtījumiem; kalendāro termiņu aprēķināšana avansiem veikalu darbā; iekārtu un ražošanas platību noslogojuma aprēķins plānošanas periodā; ikdienas uzskaite par pasūtījumu izpildi.
Attēls 3.6. Algoritms vienības ražošanas darbības plānošanai
Maksājums ražošanas cikls katram pasūtījumam  ) sākas ar pasūtījuma sarežģītības sadalījumu pa darba veidiem un nepieciešamā darbu skaita aprēķinu
) sākas ar pasūtījuma sarežģītības sadalījumu pa darba veidiem un nepieciešamā darbu skaita aprēķinu  (aprīkojums):
(aprīkojums):
kur  - šāda veida darbu sarežģītība pēc pasūtījuma;
- šāda veida darbu sarežģītība pēc pasūtījuma;
 - iekārtas darbības laika faktiskais fonds.
- iekārtas darbības laika faktiskais fonds.
Pamatojoties uz šādiem aprēķiniem un ņemot vērā iespējamo detaļu savstarpējo novecošanu katram pasūtījumam, a apjoma kalendāra diagramma pasūtījuma izpilde.
Grafiks tiek veidots apgrieztā tehnoloģiskā procesa secībā, sākot no testēšanas vai montāžas ceha. Saskaņā ar grafiku tiek noteikts vispārējais pasūtījuma izgatavošanas cikls, kas tiek salīdzināts ar noteiktu periodu. Pasūtījumiem ar īsu ražošanas ciklu (mazāk par mēnesi) un nelielu izpildes veikalu skaitu (viens vai divi), apjoma kalendārais grafiks netiek sastādīts.
Kalendāra aprēķins izpildes laiki darbnīcu darbā ir nepieciešama to saskaņotai nepārtrauktai darbībai un visu šajā izstrādājumā iekļauto detaļu nonākšanai montāžā līdz norādītajam datumam. Tāpēc detaļas, kurām ir garāks ražošanas cikls, tiek nodotas ražošanā agrāk nekā citas detaļas.
Konsolidētā apjoma kalendāra diagramma visu pasūtījumu izpilde nepieciešama savstarpējai pasūtījumu darbu savstarpējai saskaņošanai un pilnīgākai tehnikas un telpas izmantošanai. Veidojot konsolidēto apjomu-kalendāra grafiku, var gadīties, ka vienā un tajā pašā iekārtā sakrīt viena un tā paša darba izpildes termiņi pie dažādiem pasūtījumiem un izrādās, ka tā ir pārslogota, vai arī viena pasūtījuma darbu izpildes un darbu uzsākšanas termiņi. cits tajā pašā iekārtā nesakrīt, un šis aprīkojums ir nepietiekami noslogots. Abos gadījumos nepieciešams koriģēt individuālo pasūtījumu izpildes grafikos paredzētos darbu izpildes termiņus. Vienlaikus nepieciešams noteikt pasākumus sastrēgumu novēršanai un nepietiekami noslogotu iekārtu pārkraušanai. Lai konsolidētais apjomu-kalendāra grafiks atbilstu augstāk minētajām prasībām, galveno cehu ACVN un PBP aprēķina iekārtu noslogojumu un ražošanas platību izmantošanu, atrodot labāko variantu pieejamo jaudu izmantošanai.
Konsolidētais apjoma-kalendāra grafiks tiek koriģēts katru mēnesi, ņemot vērā datus par ikmēneša programmas izpildi galvenajos cehos, notiekošo pasūtījumu izpildes stāvokli un jaunus uzņēmuma pieņemtos pasūtījumus. Vienlaikus tiek precizēta nomenklatūra un darba apjoms iepriekš iekļautajiem pasūtījumiem. Ņemot vērā šīs pazīmes, beidzot tiek precizēts konsolidētais pasūtījumu apjoma kalendārais grafiks un, pamatojoties uz to, ACVN izsniedz katrai darbnīcai. ikmēneša ražošanas programma darbi, kurā norādīts katra pasūtījuma darbu apjoms un to izpildes laiks.
Ikmēneša darbnīcas programmā ir šāda informācija:
Nosaukums un pasūtījuma kods;
Detaļas (montāžas vienības) nosaukums un kods;
Detaļu (montāžas vienību) skaits, ko plānots izlaist;
Palaišanas un izlaišanas datumi;
Ražošanas vienības ražošanas darbietilpība un plānotais darba apjoms.
Darbnīcas ražošanas programma kalpo kā avota dokuments sastādīšanai ražošanas vietu programmas. Lai to paveiktu, ceha programmā paredzētie darbi tiek sadalīti pa ražotnēm, tiek veikti tilpuma aprēķini pareizai jaudu izmantošanai un disproporciju novēršanai laukumu aprīkojuma noslogojumā. Dažkārt papildus ikmēneša programmai veikala PBP pirms plānošanas perioda sākuma sniedz meistariem precizētus darba sadales grafikus īsākiem plānošanas periodiem (dekāde, nedēļa). Nosakot atsevišķu darbu uzsākšanas un izpildes laiku, tie vadās pēc ciklu ilguma, pašreizējām vajadzībām un veicamā darba stāvokļa. Ikmēneša uzdevumu (grafiku) izpilde pilnībā jānodrošina ar darba rasējumu un citas tehniskās dokumentācijas komplektiem, materiāliem, sagatavēm, pusfabrikātiem, detaļām, instrumentiem, ražošanas dokumentāciju u.c.
Maiņu plānošanas un sadales darbu pamats ir maiņu plāns, kurā ir noteikti uzdevumi katrai dienai un maiņai katram darbiniekam. Maiņu uzdevumu realitāte ir jānodrošina ar iepriekšēju un rūpīgu ražošanas operatīvo sagatavošanu. Maiņu uzdevumos ietilpst tikai tādi darbi, kuriem ir sagatavota tehnoloģiskā dokumentācija, instrumenti, materiāli un sagataves.
Programmas īstenošanas operatīvā uzskaite galvenajos cehos vienā ražošanā tiek veikta saskaņā ar datiem par maiņas-dienas uzdevuma izpildi katrā sadaļā. Operatīvās uzskaites objekti ir strādnieku attīstība, detaļu pārvietošana operācijām, sagatavju saņemšana, strādnieku dīkstāves, laulības, gatavās produkcijas piegāde. Grāmatvedība tiek veikta, pamatojoties uz primāro dokumentāciju, kas apstrādāta datorā, izmantojot mašīnlasāmus dokumentus.
Viena veida ražošanas organizēšanā tiek izmantotas trīs operatīvās ražošanas plānošanas sistēmas: pasūtījums pēc pasūtījuma, pilns mezgls un preču noliktava.
Plkst pasūtījumu sistēma ražošanas programmas plānošanas un uzskaites vienība ir pasūtījums vai detaļu komplekts pēc pasūtījuma. Šī sistēma aptver visu pasūtījumu izpildes ražošanas procesu, tai skaitā ražošanas tehniskās sagatavošanas posmu, kas ieņem ievērojamu daļu (īpaši mašīnbūvē) kopējā ražošanas ciklā. Tādējādi darbgaldu nozarē ražošanas tehniskā sagatavošana ir 50–55% no kopējā pasūtījuma izgatavošanas cikla.
Ražošanas programmas kalendārā plānošanas aprēķini tiek veikti apgrieztā tehnoloģiskā procesa secībā no ražošanas cehiem līdz iepirkuma cehiem. Katrai darbnīcai viņi plāno pasūtījuma izpildes laiku, kā arī pasūtījuma palaišanas laiku ražošanas procesā.
Svarīgākie aprēķini saskaņā ar pasūtījumu sistēmas kalendāra un plānošanas standartiem ir:
Ražošanas cikls(svarīgākais ražošanas organizācijas standarts) - kalendārais periods no izejvielu un materiālu nonākšanas ražošanā līdz gatavās produkcijas izlaišanas brīdim.
Cikla ilgums (tc) ietver produktīvā darba laiku un pārtraukumu laiku (maiņu iekšienē, starpmaiņās). Produktam ts nosaka pēc vadošā mezgla (daļas, darba veida) darba intensitātes un mēra kalendārajās dienās.
Ražošanas cikla ilguma aprēķins tiek veikts apgrieztā tehnoloģiskā procesa secībā: no ražošanas cehiem līdz sagādes cehiem un tiek aprēķināts pēc formulas
kur P - detaļu skaits partijā; T – operāciju skaits procesā; t k - operācijas laika norma; Ar – operācijai paralēli aizņemto darba vietu skaits; s ir darba maiņu skaits dienā; q - darba maiņas ilgums; t mn – interoperatīvais laiks; te ir dabisko procesu ilgums.
Tc aprēķins ar palielināto metodi tiek veikts pēc formulas
kur th ir vadošā mezgla (daļas) vai darba darba intensitāte; k - normu atbilstības koeficients; g - brigādes sastāvs; s - darba maiņu skaits dienā; q - darba maiņas ilgums.
Kalendārajās dienās
kur k k.d – kalendārā darba koeficients, kas vienāds ar kalendāro dienu skaita gadā attiecību pret darba dienu skaitu gadā.
Pamatojoties uz aprēķiniem par izstrādājuma montāžas cikla ilgumu, detaļu apstrādes cikla ilgumu un sagatavju izgatavošanu, tiek noteikts un izstrādāts pasūtījuma ražošanas cikla ilgums kopumā. cikla grafiks pasūtījuma izpildei, kas ir svarīgākais starpveikalu darbības plānošanas dokuments pasūtījumu sistēmā.
Individuālo pasūtījumu cikla grafiki un pasūtījumu piegādes patērētājam laiks kalpo par pamatu konsolidēta palaišanas-izlaišanas grafika izstrādei plānošanas perioda pasūtījumu izpildei. Šis grafiks saista visu nodaļu darbu, lai izpildītu pasūtījumus.
Kopsavilkuma grafika izstrādei tiek veikta pārbaude apjoma-kalendāra slodzes aprēķini iekārtas (ražošanas zonas) pasūtījumu izpildei. Šiem aprēķiniem vajadzētu noskaidrot, cik lielā mērā cehu iekārtu caurlaidspēja nodrošina iespēju izgatavot pasūtījumu pēc grafika.
Iekārtu noslogojuma tilpuma-kalendāra aprēķini tiek veikti apgrieztā tehnoloģiskā procesa secībā, t.i. no montāžas cehiem līdz sagatavju ražošanai.
Svarīgs pasūtījuma pēc pasūtījuma sistēmas standarts ir izpildes laiks (O) gan privātajiem ražošanas procesiem, gan visiem uzņēmuma cehiem.
Avanss- laika periods (dienās), līdz kuram iepriekšējam privātajam ražošanas procesam jābūt priekšā nākamajam procesam, lai tas tiktu pabeigts pēc grafika.
Avansu aprēķina pamatā ir produkta ražošanas ražošanas cikla ilgums. Avansa vērtība ir vienāda ar kopējo ražošanas ciklu ilgumu no preces ražošanas pabeigšanas datuma līdz tehnoloģiskajai stadijai, pēc kuras tiek noteikts avanss. Kurā t aprēķina virzienā, kas ir pretējs ražošanas procesa gaitai, pieskaitot rezerves laiku starp posmiem (tres).
Piemērs. Detaļa tiek apstrādāta trīs ražošanas procesa posmos: sagādes, mehāniskās un montāžas ilgums attiecīgi 7, 11 un 10 dienas. Rezerves laiks - 2 dienas. Ir nepieciešams aprēķināt avansa summu.
Noteiksim produkta kopējo £ c: t c.sb + t griezt + t kažokādas + t griezt + t c.zag \u003d 10 + 2 + 11 + 2 + 7 \u003d 32 dienas. Tas nozīmē, ka avanss produkta palaišanai ražošanas procesā attiecībā pret tā piegādi gatavās produkcijas noliktavā ir 32 dienas. Tad standarts produkta palaišanas virzīšanai uz montāžas veikalu Oz.sb ir 10 dienas.
Mašīnu darbnīcas izvades pievada norma ir vienāda ar: Op.m = £c,b + Ov.m = t c.sb + t res = 10 + 2 = 12 dienas.
Norma produkta palaišanas virzīšanai uz mašīnu darbnīcu ir vienāda ar: Oz.m = t c.sb + t griezt + t c.kažokādas \u003d 10 + 2 + 11 \u003d 23 dienas.
Standarts produkta izlaišanas veicināšanai iepirkumu veikalā ir vienāds ar: Oz.m = t c.sb + t griezt + t kažokādas + t res = 10 + 2 + 11 + 2 - 25 dienas.
Standarts produkta palaišanas veicināšanai iepirkumu veikalā ir vienāds ar: Oz.z \u003d t c.zag \u003d 25 + 7 \u003d 32 dienas, t.i. kopējais ražošanas cikla ilgums (5.2. att.)
Operatīvās uzskaites un kontroles objekti parādītajā sistēmā ir cehu pasūtījumu izpildes termiņi, kā arī to ciklu grafiki.

Rīsi. 5.2.
Pilnīga mezglu sistēma pēc satura identisks pasūtīšanas sistēmai. Šajā gadījumā vienas no divām sistēmām izvēli nosaka t c.
Ja t mazāk par 1 mēnesi, tad tiek izmantota pasūtījuma pēc pasūtījuma sistēma, kurā visas preces komplektācijai nepieciešamās sastāvdaļas un detaļas tiek pabeigtas pirms montāžas darbu uzsākšanas. Ja t ilgāk par 1 mēnesi, tad tiek izmantota komplektācijas sistēma, kurā tiek pabeigta montāža, jo tiek izgatavotas sastāvdaļas un detaļas.
Uzņēmuma plānošanas un uzskaites vienība šajā variantā ir tehnoloģiskā vienība, bet darbnīcām - tai detaļu komplekts.
Daļu noliktavas sistēma (maksimālā-minimālā sistēma) tiek izmantota gan viena, gan sērijveida ražošanas organizācijas veidos. Šīs sistēmas darbības plānošana attiecas uz vienotu un standartizētu detaļu ražošanu vispārējai lietošanai.
Ar šo sistēmu saražoto detaļu partija tiek nogādāta darbnīcas noliktavā. Tiek aprēķināti trīs detaļu (rezervju) krājumu veidi: maksimālais, minimālais un pārsūtīšanas punkta krājums. Krājumu plūsmas diagramma (Z) ir parādīta attēlā. 5.3.
Šīs plānošanas sistēmas darbība tiek veikta, pastāvīgi atjaunojot krājumus sākotnējā līmenī.
Minimālais krājums Z min – tā ir rezerve, kuras izmantošana ir nepieciešama ārkārtējos gadījumos.

Rīsi. 5.3.
kur V s.d - detaļu vidējā dienas izlaide; t op - detaļas izgatavošanas laiks.
Maksimālais detaļu krājums ir vienāds ar:
kur - no darbnīcas uz noliktavu saņemtās detaļu partijas lielums; t - laiks starp divām secīgām detaļu partijas piegādēm uz noliktavu.
Pasūtīšanas punkta krājums ir vienāds ar detaļu apjomu noliktavā, kurā noliktava izsniedz pasūtījumu darbnīcai nākamās detaļu partijas izgatavošanai:
Noliktavā sistemātiski jāuzrauga detaļu krājumu stāvoklis, izmantojot speciālu detaļu kartotēku: katrai precei tiek ievadīta karte, kurā norādīts detaļas numurs un nosaukums, ražošanas cehs un apdrošināšanas rezerves lielums. Kartes iezīmē katras daļas kustību noliktavā. Ar to palīdzību tiek kontrolēts faktiskais atlikto atlikumu stāvoklis un detaļu laicīgums ražošanā.
Veikala iekšējās darbības un ražošanas plānošana veic šādas funkcijas vienā ražošanā:
Visas šīs intraveikala OKP funkcijas veic veikala ražošanas un dispečeru biroju darbinieki.
Jāņem vērā, ka rezerves viena veida ražošanas organizācijas efektivitātes paaugstināšanai ir vienotu un standartizētu detaļu un mezglu īpatsvara pieaugums. Tādējādi mašīnbūvē unificēto detaļu un mezglu īpatsvars ir vidēji 40–70%, kas ļauj izveidot specializētas sekcijas un vairāku priekšmetu ražošanas līnijas šo detaļu apstrādei vienas ražošanas apstākļos, t.i. lai vienotā ražošanā ieviestu liela mēroga organizācijas veida elementus. Ievērojami paaugstina vienreizējās ražošanas tehnisko līmeni un uzlabo tās ekonomiskos rādītājus, ieviešot masveida ražošanas sistēmu, jo īpaši pilnīga grupu sistēma OKP. Tās būtība slēpjas apstāklī, ka tiek organizēta grupa, kas uzsāk dažādu nosaukumu un izmēru detaļu ražošanu, bet ar strukturālām un tehnoloģiskām līdzībām.
Pirms šādas palaišanas jāveic apjomīgs sagatavošanās darbs pie detaļu, tehnoloģisko procesu un tehnoloģisko iekārtu klasifikācijas grupās, pamatojoties uz strukturālo un tehnoloģisko līdzību.
Darbnīcas ražošanas programma tiek plānota noteiktai grupai piederošos detaļu komplektos.
Studenti, maģistranti, jaunie zinātnieki, kuri izmanto zināšanu bāzi savās studijās un darbā, būs jums ļoti pateicīgi.
Izmitināts vietnē http://www.allbest.ru/
BALTKRIEVIJAS REPUBLIKAS IZGLĪTĪBAS MINISTRIJA
izglītības iestāde
Brestas Valsts tehniskā universitāte.
Personāla kvalifikācijas paaugstināšanas un pārkvalifikācijas institūts.
PĀRBAUDE
"Ražošanas organizācija"
Bresta 2012. gads
Viens ražošanas veids un tā īpašības
Ražošanas veids ir mašīnbūves ražošanas tehnisko, organizatorisko un ekonomisko īpašību komplekss raksturojums, kas saistīts ar tā specializāciju, produkcijas sortimenta apjomu un noturību, kā arī produkcijas pārvietošanas veidu uz darba vietām.
Darba vietā ražoto preču klāsts var būt nemainīgs un mainīgs. Pastāvīgā nomenklatūra ietver produktus, kuru ražošana turpinās salīdzinoši ilgu laiku, tas ir, gadu vai ilgāk. Ar nemainīgu nomenklatūru produktu ražošana un izlaišana var būt nepārtraukta un periodiska, atkārtojot noteiktos intervālos. Ar mainīgu nomenklatūru produktu ražošana un izlaišana tiek atkārtota ar nenoteiktu laiku.
Pēc specializācijas pakāpes, uz tiem ražotās produkcijas klāsta lieluma un noturības visus darbus iedala šādās grupās: 1) masveida ražošanas darbi, kas specializējušies vienas nepārtrauktas atkārtotas darbības veikšanā; 2) sērijveida ražošanas darba vietas, kurās tiek veiktas vairākas dažādas operācijas, kas atkārtojas noteiktos intervālos: laiks; 3) vienas ražošanas darba vietas, kurās tiek veikts liels skaits dažādu operāciju, kas atkārtojas ar nenoteiktu laiku vai neatkārtojas vispār.
Sērijveida ražošanas veidu nosaka ierobežota produktu klāsta ražošana partijās (sērijās), kas tiek atkārtota ar noteiktiem intervāliem darba vietās ar plašu specializāciju. Arī sērijveida ražošanas veids atkarībā no dominējošās darbu grupas tiek iedalīts lielapjoma, vidēja un maza apjoma ražošanā.
Vienam ražošanas veidam ir raksturīga plaša produktu klāsta izgatavošana vienreizējos apjomos, atkārtojot ar nenoteiktu laika intervālu vai neatkārtojot vispār, darba vietās, kurām nav noteiktas specializācijas.
Liela mēroga ražošanas veids pēc savām īpašībām tuvojas masveida ražošanai, bet maza mēroga - vienam ražošanas veidam.
Atsevišķas ražotnes raksturo viena veida ražošanas pārsvars. Sērijveida un dažreiz pat masveida ražošana notiek standarta, normalizētu un vienotu detaļu un montāžas vienību ražošanā. To veicina arī tehnoloģisko procesu tipizēšana un grupu apstrādes metožu ieviešana.
Tā kā darba vietu specializācijas pakāpe, produktu kustības nepārtrauktība un tieša plūsma caur darba vietām, ti, pārejā no vienreizējās uz sērijveida un no sērijveida uz masveida ražošanas veidiem, palielina iespēju izmantot speciālu aprīkojumu un tehnoloģiskās iekārtas, vairāk ražošanas tehnoloģiskie procesi, progresīvas darba organizācijas metodes, ražošanas procesu mehanizācija un automatizācija. Tas viss noved pie darba ražīguma pieauguma un ražošanas izmaksu samazināšanās.
Galvenie faktori, kas veicina pāreju uz sērijveida un masveida ražošanu, ir mašīnbūves specializācijas un sadarbības līmeņa paaugstināšanās, plaša standartizācijas ieviešana, produktu normalizācija un unifikācija, kā arī tehnoloģisko procesu unifikācija.
Vienības ražošanas galvenās iezīmes ir šādas. Rūpnīcas programmu parasti veido liels produktu klāsts dažādiem mērķiem, katra produkta izlaišana tiek plānota ierobežotā daudzumā. Produktu klāsts rūpnīcas programmā ir nestabils. Nomenklatūras nestabilitāte, tās neviendabīgums, ierobežota izlaide rada ierobežotas iespējas izmantot standartizētus dizaina un tehnoloģiskos risinājumus. Šajā gadījumā oriģinālo detaļu īpatsvars ir liels un unificēto daļu īpatsvars ir ļoti mazs.
Detaļu apstrādes un mašīnu montāžas tehnoloģiskie procesi tiek izstrādāti integrēti. Tas skaidrojams ar to, ka izpildītie pasūtījumi parasti neatkārtojas, līdz ar to tehnoloģisko procesu detalizētas izstrādes izmaksas nav ekonomiski pamatotas. Pamatojoties uz tiem pašiem apsvērumiem, viņi parasti cenšas samazināt speciālā aprīkojuma skaitu, izmantojot universālos armatūru un universālos griezējinstrumentus. Viengabala ražošanā plaši tiek izmantotas universālas saliekamās ierīces (USP), kuras tiek montētas no normalizētiem elementiem un pēc lietošanas tiek sadalītas elementārās daļās. Vairākkārtēja USP elementu izmantošana ir rentabla.
Speciālu instrumentu trūkums padara neiespējamu vai ekonomiski neizdevīgu nodrošināt atsevišķām detaļām nepieciešamo izmēru precizitāti, kas dabiski palielina montāžas darbu skaitu, kas bieži vien tiek veikti manuāli.
Tehnoloģiskie procesi tiek izstrādāti uz integrēta pamata visai darbībai kopumā. Tehnoloģisko operāciju detalizāciju veic tieši darbnīcās amatnieki un kvalificēti strādnieki.
Tā kā vienību ražošanā tiek izmantots ļoti daudzveidīgs un bieži mainīgs mašīnu klāsts, tad tajā plaši tiek izmantotas universālas iekārtas, kas ļauj apstrādāt visdažādākos detaļus un speciālās mašīnas, pusautomātiskās un automātikas tiek izmantotas ļoti reti.
Lai izmantotu universālu aprīkojumu un instrumentus, vienā darbaspēka ražošanā ir jāizmanto augsti kvalificēti darbinieki. Viņiem jābūt visdažādākajām prasmēm, jāprot uzstādīt mašīnu.
Lai novērstu darbu daudzveidību, atsevišķiem darbiem tiek piešķirts noteikts darba veids. Darba veidu ierobežošana dod labus rezultātus, jo ļauj paaugstināt strādnieku produktivitāti un produkcijas kvalitāti.
Veicot darbus uz universālajām iekārtām bez speciāla aprīkojuma, liela daļa roku darba (t.sk. apdares) rada būtisku ražošanas cikla pagarināšanos.
Sakarā ar to, ka tehnoloģiskie procesi tiek detalizēti un pilnveidoti tieši veikalos un liela sortimenta centralizēta plānošana ir apgrūtināta, būtiska tehnoloģiskās un plānošanas vadības daļa no rūpnīcas vadības aparāta tiek pārcelta uz ražošanas cehiem.
Vienību ražotņu veikali parasti sastāv no sekcijām, kas sakārtotas pēc tehnoloģiskā principa.
Ievērojama izstrādājumu darbietilpība; darbībā iesaistīto darbinieku augsta kvalifikācija; palielinātās materiālu izmaksas, kas saistītas ar lielām pielaidēm, nosaka saražotās produkcijas augstās izmaksas. Ražošanas izmaksās ievērojama daļa ir darba samaksai, kas bieži vien ir 20-25% no kopējām izmaksām.
1. tabula Ražošanas veidu raksturojums
|
viens |
Seriāls |
Masa |
||
|
Nomenklatūra |
Neierobežots |
Ierobežo sērija |
Viens vai vairāki produkti |
|
|
Atbrīvošanas atkārtojamība |
Neatkārtojas |
Periodiski atkārtojas |
Pastāvīgi atkārtojas |
|
|
Lietišķais aprīkojums |
Universāls |
Universāls, daļēji īpašs |
Pārsvarā īpašs |
|
|
Iekārtas atrašanās vieta |
grupai |
Grupa un ķēde |
||
|
Procesu attīstība |
Apkopošanas metode (par produktu, par vienību) |
Detalizēti |
Detalizēta darbība |
|
|
Lietišķais rīks |
Daudzpusīgs, nedaudz īpašs |
Universāls un īpašs |
Pārsvarā īpašs |
|
|
Detaļu stiprināšana un darbības pie mašīnām |
Nav īpaši piešķirts |
Iekārtām ir piešķirtas noteiktas daļas un darbības |
Uz. Katra iekārta veic vienu un to pašu darbību ar vienu daļu |
|
|
Strādnieka kvalifikācija |
Pārsvarā zems, bet ir augsti kvalificēti darbinieki (regulētāji, darbarīku izgatavotāji) |
|||
|
Aizvietojamība |
Fit |
nepilnīgs |
||
|
vienības cena |
Vienreizējai ražošanai raksturīgs plašs produktu klāsts un neliels identisku produktu ražošanas apjoms, bieži vien neatkārtojas. Šāda veida ražošanas īpatnības ir tādas, ka darbos nav dziļas specializācijas, tiek izmantots universāls aprīkojums un tehnoloģiskās iekārtas, lielākā daļa strādnieku ir augsti kvalificēti, ievērojams skaits manuālu montāžas un apdares darbu, ir augsta darbaspēka intensitāte. produkti un ilgs ražošanas cikls to izgatavošanai, ievērojams nepabeigtā darba apjoms.
Daudzveidīgs produktu klāsts padara vienību ražošanu mobilāku un pielāgojamāku mainīgajam pieprasījumam pēc gatavās produkcijas.
Viena ražošana ir raksturīga darbgaldu nozarei, kuģu būvei, lielu hidraulisko turbīnu, velmētavu un citu unikālu iekārtu ražošanai. Vienības produkcijas variācija ir individuāla ražošana.
Vienreizējā ražošana (darbnīcas ražošana) ir vērsta uz daudzveidīgas un nepastāvīgas nomenklatūras gabalproduktu ražošanu noteiktam mērķim, kad katra galaprodukta vienība ir unikāla pēc konstrukcijas, uzdevumiem, atrašanās vietas vai kādām citām svarīgām īpašībām. Tādējādi nav iespējams pastāvīgi piešķirt darbības atsevišķiem darbiem, . Šāda veida ražošanā tiek izmantots universāls aprīkojums un, galvenokārt, secīgs detaļu partiju pārvietošanas veids, izmantojot tehnoloģiskā procesa darbības. Rūpnīcām ir sarežģīta ražošanas struktūra, un cehi ir specializēti pēc tehnoloģiskā principa.
Uzņēmumos ar viena veida ražošanu nepārtraukti mainās detaļu piešķiršana sekcijām un darbnīcām, kas ievērojami sarežģī plānošanu starp cehu un veikalu iekšienē, noved pie nevienmērīgas aprīkojuma noslogošanas atkarībā no darba veida. Šādos apstākļos parasti tiek izmantots secīgs detaļu kustības veids, kas izraisa to ilgus periodus starp operācijām un starp darbnīcām. Viena no galvenajām prasībām operatīvai ražošanas plānošanai vienības ražošanā ir racionāla darba objektu kustības organizēšana konkrēta produkta ražošanas procesā.
Vienību ražošanas apstākļos ar augstu saražotās produkcijas atjaunošanu ražošanas sagatavošanas un produkcijas izgatavošanas procesu saskaņošana sastāv no pretrunīgu prasību saskaņošanas: ņemot vērā reālās ražošanas gaitas dinamismu; savlaicīga pasūtījumu izpilde; nepārtraukta un pilna ražošanas vietu iekraušana; līdz minimumam samazinot nepabeigtā darba līmeni.
Šajā ziņā uz pasūtījumiem balstīta operatīvās ražošanas plānošanas sistēma vispilnīgāk atbilst vienības ražošanas prasībām. Plānošanas un uzskaites vienība šajā sistēmā montāžas cehiem ir produkts, bet sagādes un mašīnu montāžas cehiem - detaļu komplekts. Šāda veida mašīnbūves uzņēmumos ierasta prakse kā plānošanas un uzskaites vienību izvēlēties produktu grupu vai partiju, kas ļauj samazināt nomenklatūras vienību skaitu, uzlabot ražošanas plānošanu un organizāciju.
Darbības un ražošanas plānošana vienību ražošanā
Jebkuram uzņēmumam liela nozīme ir ritmiskam darbam, kura laikā katrā darba vietā un ražošanas vietā, katrā ražotnē tiks veikts stingri noteikts produkcijas daudzums noteiktā laika vienībā. Šāds darbs, kā likums, ir ļoti efektīvs, racionāls un liecina par augstu ražošanas kultūru.
Taču, kā liecina ražošanas pieredze, dažkārt ir ļoti grūti panākt stingri noteiktu un iepriekš aprēķinātu ražošanas ritmu. Lai to izdarītu, nepieciešams savlaicīgi nodrošināt visu struktūrvienību darbību pilnīgu koordināciju, nodrošināt to ražošanas proporcionalitāti, pastāvīgi uzraudzīt iespējamās saskaņotā ražošanas ritma kļūmes un ieviest izmaiņas tā norisē, ja kaut kur kādā jomā noteiktais ritms. tiek pārkāpts.
Atkāpes no plānotā ritma var radīt milzīgus ekonomiskus zaudējumus uzņēmumā: veikalu un objektu dīkstāves, papildu izmaksas normālas ražošanas gaitas atjaunošanai.
Lai tas nenotiktu, katram dienestam ir jāsaskaņo darbības ar visām uzņēmuma nodaļām. Šāda konsekvence tiek panākta īpašas vadības funkcijas veikšanas procesā, ko sauc par operatīvo ražošanas plānošanu.
Darbības un ražošanas plānošana ir ražošanas iekšējās plānošanas pēdējais posms. Tas ir organiski saistīts ar tehnisko un ekonomisko plānošanu, kas ir tās turpinājums, kas tiek veikts gada plāna īstenošanas gaitā. Operatīvā plānošana ir paredzēta, lai nodrošinātu uzņēmuma vai firmas sociāli ekonomiskās attīstības plānos noteikto gada mērķu savlaicīgu un kvalitatīvu izpildi.
Operatīvā plānošana tiek saprasta kā plānošanas un saimnieciskās darbības pašreizējo darbību īstenošana uz īsu laiku, piemēram, ikgadējās ražošanas programmas izstrāde, uzņēmuma ceturkšņa budžetu sagatavošana, rezultātu uzraudzība un koriģēšana u.c.
Ražošanas operatīvā plānošana sastāv no svarīgāko uzņēmuma ražošanas un saimnieciskās darbības apjoma un kalendāro rādītāju izstrādes. Jebkurš operatīvās plānošanas process ietver tādu darbības posmu ekonomistu-vadītāju ieviešanu kā uzņēmuma attīstības stratēģijas izvēle, ražošanas organizācijas formas pamatojums, materiālu plūsmu kustības loģistikas shēmas noteikšana, kalendārā plānošanas pamatstandartu izstrāde, ražošanas vienību darba operatīvā plānošana, ražošanas organizatoriskā sagatavošana, operatīvā darba tiešā organizācija, ražošanas procesa kārtējā kontrole un regulēšana.
Operatīvās ražošanas plānošanas galvenais uzdevums ir nodrošināt visu ražošanas procesu vienmērīgu un ritmisku norisi uzņēmumā, organizēt visu uzņēmuma (asociācijas) struktūrvienību saskaņotu darbu, lai nodrošinātu vienmērīgu, ritmisku produkcijas izlaidi noteiktajos apjomos un nomenklatūra ar pieejamo ekonomisko un ražošanas resursu pilnīgu un racionālu izmantošanu, lai vislabāk apmierinātu tirgus pamatvajadzības un palielinātu peļņu.
Darbības un ražošanas plānošanas procesā:
uzņēmums izstrādā ražošanas plānu gada mēnešiem;
tiek veikti iekārtu un telpu noslogošanas tilpuma aprēķini;
izvēlētie kalendāra un plānošanas standarti;
operatīvie-kalendārie ražošanas plāni un grafiki agregātu, detaļu ražošanai pa cehiem, sekcijām tiek izstrādāti pa mēnešiem, nedēļām, dienām, maiņām (un dažreiz stundu grafiki);
organizēta maiņu-dienas plānošana.
Operatīvā ražošanas plānošana spēlē lielu lomu, lai nodrošinātu savlaicīgu produktu izlaišanu un piegādi patērētājiem, pamatojoties uz ierobežoto ekonomisko resursu racionālu izmantošanu pašreizējā laika periodā. Turpmāka darbības plānošanas attīstība iekšzemes uzņēmumos veicinās šādu organizatorisko un ekonomisko uzdevumu risināšanu:
· visu ražošanas posmu koordinēta darba sasniegšana uz vienota tirgus mērķa pamata, nodrošinot vienotu preču ražošanu un realizāciju;
· visas uzņēmuma iekšējās plānošanas sistēmas pilnveidošana, palielinot grafiku aprēķinu ticamību un samazinot darbaspēka intensitāti;
· saimniecībās veiktās plānošanas elastības un efektivitātes palielināšana, pamatojoties uz patērētāju prasību pilnīgāku apsvēršanu un turpmāku gada plānu pielāgošanu;
· Nepārtrauktības nodrošināšana ražošanas plānošanas procesā un ciešākas mijiedarbības sasniegšana starp stratēģiskajiem, taktiskajiem un operatīvajiem plāniem;
· Mūsdienu tirgus prasībām un konkrēta uzņēmuma attīstības līmenim atbilstošas ražošanas operatīvās plānošanas sistēmas izveide katrā uzņēmumā.
Vienības ražošanai ir raksturīga divu operatīvās ražošanas plānošanas sistēmu izmantošana - pasūtījums pēc pasūtījuma un pilnīgs mezgls.
Standartizēto un standartizēto detaļu ražošanas plānošana tiek veikta saskaņā ar tā saukto “to-stock” plānošanas sistēmu.
Vienas vai citas plānošanas sistēmas izmantošanas lietderību nosaka preces vai pasūtījuma komplektēšanas ražošanas cikla ilgums. Ar salīdzinoši īsu montāžas ciklu, kas nepārsniedz aptuveni vienu mēnesi, tiek izmantota uz pasūtījumu balstīta plānošanas sistēma, kuras būtība ir tāda, ka visas nepieciešamās detaļas preces montāžai un montāžai tiek piegādātas iepriekš un pabeigtas pirms montāžas darbiem. .
Montējot sarežģītus, vairāku daļu izstrādājumus ar augstu sadalīšanas pakāpi un ilgu montāžas darbību ražošanas ciklu, vēlams izmantot komplektācijas plānošanas sistēmu. Atsevišķu produktu ražošanas procesa daļu saskaņošana ar šo plānošanas sistēmu tiek panākta, organizējot savlaicīgu produkta mezglu komplektu sagatavošanu un palaišanu apstrādei, pamatojoties uz ciklisku plānu pasūtījuma izpildei attiecībā uz noteiktu izlaišanas datumu. .
Vienotiem mezgliem un detaļām tiek izmantota plānošanas sistēma “uz krājumiem”. Palaišanas kontrole notiek no noliktavas atlikumu stāvokļa tā, lai nodrošinātu savlaicīgu atlikumu papildināšanu nepārtrauktai elektroapgādei mainīgā preču klāsta komplektācijai.
Vienību ražošanā liela nozīme ir maiņu ikdienas plānošanai. Maiņu ikdienas uzdevumi tiek izstrādāti gan sekcijām vai maiņām kopumā, gan atsevišķām darba vietām. Tie norāda uzdevumus konkrētai maiņai vai dienai pēc nomenklatūras, daudzuma, laika, darbavietām. Galvenais uzdevums, izstrādājot maiņu dienas plānus ražotnēs, ir nodrošināt savlaicīgu apstrādes uzsākšanu un detaļu virzīšanu uz darba vietām tuvākās dienas laikā atbilstoši mēneša ražošanas uzdevumam.
Vienreizējai ražošanai raksturīgs plašs saražotās produkcijas klāsts ar vienreizējiem un nelieliem vienreizējās ražošanas apjomiem.
Viena ražojuma atšķirīgās iezīmes ir:
Produktu izlaides gandrīz pilnīga neatkārtojamība, ja tie tiek ražoti pēc atsevišķām kopijām vai noteiktam oriģināla dizaina izstrādājumu skaitam - piemēram, dažādu inženierzinātņu nozaru eksperimentālā ražošana.
Plašs detaļu un operāciju klāsts darba vietās.
Pilnīga darba apstākļu nestabilitāte darba vietā pirmo divu pazīmju ietekmes dēļ.
ierobežots normatīvā regulējuma sastāvs, kam ir paplašināts raksturs.
Ievērojama ražošanas organizēšanas un plānošanas sarežģītība lielā, pastāvīgi mainīgā detaļu, montāžas vienību un produktu klāsta dēļ.
Zemāki tehniskie un ekonomiskie rādītāji salīdzinājumā ar sērijveida ražošanu.
Šīs pazīmes zināmā mērā apgrūtina normālu ražošanas apstākļu organizēšanu un vājina viena ražošanas veida plānošanas tehnisko un organizatorisko bāzi. Tas izpaužas šādi:
Vienkāršāku un mazāk produktīvu tehnoloģisko iekārtu izmantošana.
Tas izskaidrojams ar to, ka pasūtījuma preču sērijas (2-5 gab.) mazsvarīgums vai produktu nereproducējamība (piemēram, pilotražošana) neprasa projektēt un ražot sarežģītus, dārgus, ar ievērojams vienreizlietojamo instrumentu ražošanas cikls.
Ražošanas plānošanai izmantoto laika standartu konsolidācija.
Tas ir saistīts ar biežu darbību nobīdi, nelielu objektu skaitu un precīzu laika aprēķinu neatbilstību. Parasti tiek izmantotas eksperimentāli-statiskās normas.
Pamatlīdzekļu izmantošanas rādītāju pasliktināšanās.
Vienreizējo produktu daudzveidība palielina iekārtu dīkstāves laiku, jo tiek veiktas biežas pārregulācijas un laiks, kas nepieciešams jaunu tehnoloģisko darbību apgūšanai.
Biežas novirzes no noteiktajiem ražošanas tehniskajiem nosacījumiem.
Tas izpaužas izmantoto materiālu nekonsekvenci, to novirzē no normāliem izmēriem novecojušā materiāltehniskā nodrošinājuma dēļ un grūtībās nodrošināt vistrūcīgākās pozīcijas.
Produkcijas ražošana vienā ražošanā tiek veikta pēc pasūtījumiem, tas nosaka plānošanas metodiku - tā saukto pasūtījuma metodi. Pasūtījuma darba apjoms ietver ne tikai paša produkta izgatavošanu, bet arī visu ražošanas tehnisko sagatavošanu. Operatīvās plānošanas galvenais uzdevums vienā ražošanā ir daudzu pasūtījumu vienlaicīga izpilde līgumos noteiktajā termiņā. Tajā pašā laikā jānodrošina visu ražošanas posmu vienmērīga noslogošana un līdz ar to racionāla aprīkojuma un darbaspēka izmantošana.
Pasūtījuma izpildi var iedalīt vairākos posmos: pasūtījuma noformēšana, sagatavošana ražošanai un faktiskā produkta izgatavošana. Aptuvenā šo darbu veikšanas tehnoloģija ir šāda: saņemot piedāvājumu izpildīt pasūtījumu, pasūtījumu birojs noskaidro tā izpildes iespēju, ja iespējams, informē par to klientu un turpina tā izpildi. Reģistrācijas process sastāv no termiņu noteikšanas, pasūtījuma izmaksu noteikšanas un dažiem tehniskiem nosacījumiem. Pēc tam šie dati tiek iekļauti līguma projektā, kas tiek iesniegts klientam parakstīšanai. Iepriekš minēto līguma projekta parametru noteikšana tiek veikta, pamatojoties uz pieprasījuma lapu. Šo lapu sastāda pasūtījumu birojs pēc tam, kad ir izlemts jautājums par pasūtījuma izpildes iespēju un nosūta projektēšanas nodaļai. Šeit tiek noteikts darba apjoms, to īstenošanas laiks, materiālu un iegādāto pusfabrikātu saraksts un patēriņa rādītāji. Tālāk pieprasījuma lapa iziet cauri tehnoloģiskajai, instrumentu nodaļai un citiem pakalpojumiem, no kuriem katrs nosaka pasūtījuma parametrus saistībā ar tā funkcijām. Izstrādājot šos provizoriskos datus, tiek izmantoti apkopotie standarti. Galvenie pasūtījuma dati tiek ierakstīti īpašā žurnālā, tā sauktajā pasūtījumu grāmatā. Dati ir ievade ražošanas plānošanai.
Operatīvās plānošanas sistēmas (OCP) vienības ražošanā ir vismazāk tipizētas un vērstas uz ražošanas, darbaspēka un vadības organizācijas metodēm, kas ir izstrādātas uzņēmumos. Tomēr, izmantojot dažādus darbības plānošanā izmantotos rīkus un metodes, viņiem ir jāatrisina trīs svarīgi uzdevumi:
Kalendāra un plānošanas standartu izstrāde, kas regulē pasūtījuma izpildes gaitu;
Ražošanas tehniskās, organizatoriskās, ekonomiskās un materiālās sagatavošanas plānošana;
Sērijveida ražošanas organizācijas un darbības plānošanas metožu pielietošana noteiktās ražošanas jomās, specializētās daļās un mezglos.
Starpveikalu darbības kalendāra plānošanas iezīmes vienību ražošanā ir šādas:
Gada produkcija tiek sadalīta pa periodiem gada ietvaros atbilstoši pasūtījumu portfelim, pasūtījumu saņemšanas secībai un produkcijas iekraušanas nosacījumiem;
Pasūtījumu atkārtojamības trūkums neļauj izveidot uzticamus ilgtermiņa plānošanas standartus. Tikai līdzīgu pasūtījumu cikla grafikiem un aprēķiniem var būt normatīvs raksturs;
Nomenklatūras piešķiršana darba vietām, darbnīcām un sekcijām var atšķirties atkarībā no pasūtījuma;
Darbnīcu programmu nomenklatūra ir veidota pēc pasūtījuma un retāk komplektā-mezglu sadaļā;
Kalendāra uzdevumi pasūtījumu izpildei tiek sadalīti, pamatojoties uz noteiktajiem pasūtījumu piegādes (komplektēšanas) termiņiem, ņemot vērā kalendāro avansu nodaļu un veikalu darbā.
Veikala iekšienē OKP ir raksturīgs tas, ka uzdevumi ražotnēm un darba vietām katram pasūtījumam tiek veidoti, ņemot paraugus no atbilstošās nomenklatūras operatīvā ceha plāna, ņemot vērā ražošanas tehnoloģiskos maršrutus. Turklāt mēneša uzdevumi regulē vadošo un oriģinālo detaļu un mezglu izgatavošanas laiku.
Pārējās ceha nomenklatūras ražošanas termiņi tiek noteikti pašreizējā sadalījuma secībā atkarībā no darba slodzes.
Darbības plānošana vienības ražošanā ietver šādus plānotos aprēķinus:
Pasūtījumu izpildes ražošanas cikla aprēķins un individuālo pasūtījumu izpildes apjoma-kalendāra grafika un visu pasūtījumu kopsavilkuma sastādīšana;
Kalendāra izpildes laiku aprēķins veikalu darbā;
Iekārtu un ražošanas platību noslogojuma aprēķins plānošanas periodā;
Ikdienas pasūtījumu uzskaite.
Grafiks tiek veidots apgrieztā tehnoloģiskā procesa secībā, sākot no testēšanas vai montāžas ceha. Saskaņā ar grafiku tiek noteikts vispārējais pasūtījuma izgatavošanas cikls, kas tiek salīdzināts ar noteiktu periodu. Pasūtījumiem ar īsu ražošanas ciklu (mazāk par mēnesi) un nelielu izpildes veikalu skaitu (viens vai divi), apjoma kalendārais grafiks netiek sastādīts.
Kalendāro izpildes laiku aprēķins darbnīcu darbā ir nepieciešams to saskaņotai nepārtrauktai darbībai un lai visas šajā izstrādājumā iekļautās detaļas nonāktu komplektācijā līdz norādītajam datumam. Tāpēc detaļas, kurām ir garāks ražošanas cikls, tiek nodotas ražošanā agrāk nekā citas detaļas.
Konsolidēts sējuma-kalendāra grafiks visu pasūtījumu izpildei (2.att.) nepieciešams savstarpējai pasūtījumu darbu saskaņošanai laikā un pilnīgākai tehnikas un telpas izmantošanai. Veidojot konsolidēto apjomu-kalendāra grafiku, var gadīties, ka vienā un tajā pašā iekārtā sakrīt viena un tā paša darba izpildes termiņi pie dažādiem pasūtījumiem un izrādās, ka tā ir pārslogota, vai arī viena pasūtījuma darbu izpildes un darbu uzsākšanas termiņi. cits tajā pašā iekārtā nesakrīt, un šis aprīkojums ir nepietiekami noslogots. Abos gadījumos nepieciešams koriģēt individuālo pasūtījumu izpildes grafikos paredzētos darbu izpildes termiņus. Vienlaikus nepieciešams noteikt pasākumus sastrēgumu novēršanai un nepietiekami noslogotu iekārtu pārkraušanai. Lai konsolidētais apjomu-kalendāra grafiks atbilstu augstāk minētajām prasībām, galveno cehu ACVN un PDB (attiecīgi plānošanas un dispečeru nodaļa un plānošanas un dispečer birojs) aprēķina iekārtu noslodzi un ražošanas telpu izmantošanu, atrodot labāko variantu. par pieejamo jaudu izmantošanu.
Konsolidētais apjoma-kalendāra grafiks tiek koriģēts katru mēnesi, ņemot vērā datus par ikmēneša programmas izpildi galvenajos cehos, notiekošo pasūtījumu izpildes stāvokli un jaunus uzņēmuma pieņemtos pasūtījumus. Vienlaikus tiek precizēta nomenklatūra un darba apjoms iepriekš iekļautajiem pasūtījumiem. Ņemot vērā šīs pazīmes, beidzot tiek precizēts konsolidētais pasūtījumu apjoma-kalendārais grafiks un, pamatojoties uz to, ACVN katram ceham izsniedz ikmēneša ražošanas darba programmu, kurā norādīts katra pasūtījuma darba apjoms un izpildes laiks. to īstenošana.
Ikmēneša darbnīcas programmā ir šāda informācija:
nosaukums un pasūtījuma kods;
daļas (montāžas vienības) nosaukums un kods;
izlaišanai plānoto detaļu (montāžas vienību) skaits;
palaišanas un izlaišanas datumi;
ražošanas vienības ražošanas sarežģītība un plānotais darba apjoms.
Darbnīcas ražošanas programma kalpo kā pirmdokuments ražošanas vietu programmu sastādīšanai. Lai to paveiktu, ceha programmā paredzētie darbi tiek sadalīti pa ražotnēm, tiek veikti tilpuma aprēķini pareizai jaudu izmantošanai un disproporciju novēršanai laukumu aprīkojuma noslogojumā. Dažkārt papildus ikmēneša programmai veikala PBP pirms plānošanas perioda sākuma sniedz meistariem precizētus darba sadales grafikus īsākiem plānošanas periodiem (dekāde, nedēļa). Nosakot atsevišķu darbu uzsākšanas un izpildes laiku, tie vadās pēc ciklu ilguma, pašreizējām vajadzībām un veicamā darba stāvokļa. Ikmēneša uzdevumu (grafiku) izpilde pilnībā jānodrošina ar darba rasējumu un citas tehniskās dokumentācijas komplektiem, materiāliem, sagatavēm, pusfabrikātiem, detaļām, instrumentiem, ražošanas dokumentāciju u.c.
Plānotā un sadalošā maiņas darba pamatā ir maiņas-dienas plāns, kurā ir noteikti uzdevumi katrai dienai un maiņai katram darbiniekam. Maiņu uzdevumu realitāte ir jānodrošina ar iepriekšēju un rūpīgu ražošanas operatīvo sagatavošanu. Maiņu uzdevumos ietilpst tikai tādi darbi, kuriem ir sagatavota tehnoloģiskā dokumentācija, instrumenti, materiāli un sagataves.
vienas ražošanas starpveikalu plānošana
Uzdevums #1
Izstrādāt pētniecības un attīstības plānu (eksperimentālo projektēšanas darbu), lai izveidotu jaunu TV modeli tīkla diagrammas veidā, pamatojoties uz darbu sarakstu, to izpildes sarežģītību un izpildītāju skaitu.
Aprēķiniet darba ilgumu, pamatojoties uz doto darbaspēka intensitāti un veicēju skaitu, izveidojiet tīkla grafiku šim darbu kopumam, iekodējiet sastādīto grafiku, aprēķiniet tīkla grafika parametrus, identificējiet rezerves, kritisko ceļu, izveidojiet grafiks strādnieku pārvietošanai un aprēķināt nelīdzenumu koeficientu.
|
Darba kods |
Amata nosaukums |
Izpildes ilgums, nedēļas |
Izpildītāju skaits, cilvēki |
||
|
Tehnisko specifikāciju izstrāde |
|||||
|
Patentu meklēšana |
|||||
|
Skeleta shēmas izvēle un aprēķins |
|||||
|
Projekta projekta izstrāde |
|||||
|
Koncepcijas izstrāde |
|||||
|
Shēmas aprēķins un elektronisko parametru pielaides noteikšana |
|||||
|
Jaunā televizora izkārtojuma bloku dizains |
|||||
|
Ražošanas projektēšanas dokumentācijas izstrāde un aprēķins |
|||||
|
Tehnoloģiju un speciālā aprīkojuma projektēšana |
|||||
|
Instrumentu izgatavošana |
|||||
|
Skeleta diagrammas aprēķina datu apstrāde un sagatavošana prototipēšanai |
|||||
|
Jauna televizora maketa veidošana |
|||||
|
Jauna televizora izkārtojuma pārbaude, īpašību un parametru izpēte, ķēžu regulēšana, dokumentācijas aprēķini |
|||||
|
Manekens darbs |
Uzdevums #2
Noteikt līnijas normatīvās rezerves un izveidot standarta grafiku tiešās plūsmas līnijas ekspluatācijai apkopes periodam. Vērpes ruļļa apstrāde tiek veikta uz nepārtrauktas ražošanas līnijas, kas darbojas divās maiņās pa 8 stundām. Maiņu programma detaļu izgatavošanai ir 428 gab., līnijas cikls 1,15 minūtes, laika norma, mašīnu slodzes koeficienti, darba operatoru skaits norādīti tabulā.
|
Darbība |
Laika norma, twk, min/gab |
Mašīnu skaits, Ref, gab. |
Iekraušanas skaits, Kz |
Darba operatoru skaits |
||
|
Dzirnavu centrā |
||||||
|
Griešanās |
||||||
|
Frēzēšana |
||||||
|
Ripo |
||||||
|
Griešanās un ripošana |
Katra iekārta vienlaikus apstrādā 1 gabalu. Apdrošināšanas rezerve ir 10% no rezerves daļu slodzes.
Mitināts vietnē Allbest.ru
Pasūtījumu pēc pasūtījuma un pilnīgas montāžas operatīvās ražošanas plānošanas sistēma vienā ražošanā. Pasūtījumu sastāvs un preces montāžas cikla ilgums. Nosūtot un nodrošināt tās nepārtrauktību un pēctecību uzņēmuma vadībā.
tests, pievienots 05.10.2010
Darba stimulēšanas veidi un formas. Komandas loma darbinieku motivācijas vadīšanā. Operatīvās ražošanas plānošanas būtība un veidi: vienreizējās, sērijveida un masveida ražošanas plānošana. Ražošanas plānošanas principi.
tests, pievienots 21.02.2010
Ražošanas tehniskās sagatavošanas kalendārais grafiks vienotas ražošanas apstākļos. Veikala mehāniskās daļas ražošanas jauda masveida ražošanas apstākļos un darbības kalendāra standarti vairāku priekšmetu ražošanas līnijām.
tests, pievienots 22.09.2013
Operatīvās plānošanas sistēmas iezīmes, ko izmanto veikala plānošanai sērijveida ražošanā. Detaļu partiju palaišanas un izlaišanas aprēķins. Ikmēneša ražošanas programmu un darbības uzdevumu (MOZ) sastādīšana objektiem.
kursa darbs, pievienots 26.06.2011
Organizatorisko un ražošanas parametru pamatojums un aprēķini, ceha ražošanas struktūra. Aprēķins, ekspluatācijas kalendārā plāna sastādīšana sērijveida ražošanas vietai mēnesim, tipveida plāna aprēķins un būvniecība pārtrauktās ražošanas līnijas darbam.
kursa darbs, pievienots 14.09.2008
Algu plānošanas metodika. Ražošanas plānošanas un kontroles sistēma: būtība, struktūra, raksturojums. Uzņēmuma pārdošanas un darbības plānošanas stratēģija. Ražošanas plāna izstrādes kārtība un kvalitātes vadības process.
kursa darbs, pievienots 30.03.2012
Nosūtīšana kā viens no darbības plānošanas posmiem - centralizēta nepārtraukta uzraudzība un kontrole, kārtējā uzskaite, analīze un ražošanas procesa darbības regulēšana. Uzņēmuma dispečerdienesta organizēšanas veidi un metodes.
kursa darbs, pievienots 07.12.2011
Darba samaksas aprēķins uzņēmumā par bulciņu ar magoņu sēklām ražošanu, aprēķiniem nepieciešamo rādītāju noteikšana. Pamatražošanā strādājošo skaita un brigādes darba samaksas likmes noteikšana. Ražošanas strādnieku darba fonda plānošana.
kursa darbs, pievienots 25.09.2009
Darbības un ilgtermiņa plānošana uzņēmumos. Operatīvās plānošanas saturs un uzdevumi. Ražošanas darbības plānu izstrāde. Ilgtermiņa plānošanas būtība un posmi. Ārvalstu pieredze operatīvajā, ilgtermiņa plānošanā.
abstrakts, pievienots 09/10/2005
Ražošanas procesu analīze restorānā. Meistaru un cehu vadītāju, ražošanas vadītāju darba būtība un saturs. Ražošanas darbību operatīvās plānošanas īstenošana. Personāla atbildības sistēma.

Finanšu struktūra kā holistiska kategorija ar tai raksturīgajām kopīgajām īpašībām ietver vairākas savstarpēji saistītas saites ...

Šis ir brīdis, kad uzņēmums saņems nulles peļņu, tas ir, ieņēmumi pilnībā segs izmaksas.Tam ir svarīga loma ...
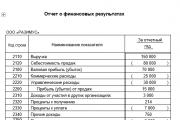
ROA (Return on Assets) koeficients atspoguļo uzņēmuma tīrās peļņas attiecību pret tā aktīviem un...

Vienreizējai ražošanai raksturīgs liels pasūtījumu skaits dažādu produktu ražošanai, bet tajā pašā laikā ...

Pamatojoties uz ACVN pasūtījuma izpildes grafiku, tiek izstrādāti pārskatīti ceturkšņa un mēneša kalendārie grafiki ...
Plāns Darbības un ražošanas plānošana 2. Darbības un ražošanas plānošanas iezīmes vienā ...
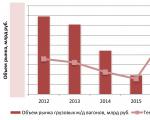
Pētījuma aktualitāte Specializētā ritošā sastāva parks, protams, ir jāatjaunina -...
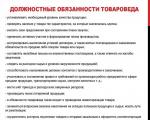
Piedāvājam jūsu uzmanībai tipisku tirgotāja amata apraksta piemēru, 2019./2020. gada paraugu....

Pašlaik ļoti daudzsološs stratēģiskās vadības instruments ir līdzsvarots ...

Pamatlīdzekļi ir organizācijas īpašuma (preces, cita materiāla) kopums, ko izmanto ...
Ražošanas pamatlīdzekļu izmantošanas līmeņa novērtēšanai tiek izmantota rādītāju sistēma. es....
Ribčinska teorēma Poļu izcelsmes angļu ekonomists Tadeušs Ribčinskis (1923–1998) precizēja secinājumus...
Produkta identifikācija ir procedūra, kas ļauj noteikt atbilstību konkrētai viendabīgai ...

Kā informēja Centrālās vēlēšanu komisijas vadītāja Ella Pamfilova, novadu vēlēšanās 10.septembrī saņemto sūdzību...
"Reģionu klubā" šoreiz bija Maskavas apgabala gubernators Andrejs Vorobjovs. Eksperti pamanījuši...

Visbiežāk šādu akciju objekts ir jaunieši. Tātad, Permas apgabala kopienās sociālajā tīklā "VKontakte" ...